
Tietopisteetottaa huomioon MODPE:n
1, MDOPE-kalvo,Eli MDO-prosessilla (yksisuuntainen venytys) valmistettu erittäin jäykästä PE-substraattipolyeteenikalvosta, jolla on erinomainen jäykkyys, läpinäkyvyys, lävistyslujuus ja lämmönkestävyys. Sen ulkonäkö ja BOPET-kalvo ovat erittäin samankaltaisia kuin PE:n ja PE-komposiitin valmistuksessa. Näin ollen joustopakkauksen polyeteenimateriaalista valmistettu 100 % kierrätetyssä pakkauksessa ei tarvitse kuoria eri muoveja. Kierrätyksessä ei tarvitse kuoria eri muoveja, mikä vähentää prosessin monimutkaisuutta huomattavasti. Tämä innovaatio murtaa perinteisten, monista eri materiaaleista valmistettujen, komposiittisten joustopakkausten rajoitukset ja on suuri harppaus eteenpäin joustopakkausteknologiassa.
MDOPE-elokuvat jaetaan kolmeen sarjaan:
MDOPE-T yleinen tyyppisarja,
MDOPE-E-korkeanestoinen sarja,
MDOPE-S erittäin korkean suojaesteen sarja;
Hyvän tasaisuuden ja tulostusominaisuuksiensa, erinomaisen lämmönkestävyytensä ja vähäisen kutistumisensa ansiosta MDOPE-kalvoa voidaan nyt käyttää painokalvona kahdeksansivuisille tiivistepusseille, imusuutinpusseille ja vetoketjupusseille.
2. GRS-sertifiointi on lyhenne sanoista Global Recycled Standard.
Se on kansainvälinen, vapaaehtoinen, koko tuotetta koskeva standardi, jonka tarkoituksena on varmistaa, että tuotteiden kierrätysmateriaalien määrä on merkitty oikein ja että tuotteet valmistetaan tiettyjen ympäristö- ja yhteiskuntavastuustandardien mukaisesti.
Se on kansainvälinen, vapaaehtoinen, koko tuotetta koskeva standardi, jonka tarkoituksena on varmistaa, että tuotteiden kierrätysmateriaali on merkitty oikein ja että tuotantoprosessi täyttää tietyt ympäristö- ja yhteiskuntavastuustandardit.
GRSPE (kierrätetystä pe:stä)

Shanghai Xiangwei Packaging Co., Ltd on vuodesta 2022 lähtien tutkinut kierrätettävien yksimateriaalisten pussien painatusta, ja olemme keränneet runsaasti kokemusta ja kypsän, alan johtavan aseman niiden soveltamisessa.
Yksittäisen materiaalin suurin vaikeus tulee pussin valmistuksesta, joka vaatii seuraavien prosessien yhteistyötä. MDOPE-materiaalin ja pohjakalvon välillä on oltava tietty lämpötilaero pussin valmistuksen vakauttamiseksi.
Painatuksen osalta on kiinnitettävä huomiota päällepainatukseen, musteen tarttumiseen, kuivumisvaikutukseen (jäämät ja vastaliimautuminen), materiaalin tasaisuuteen ja jännityksen hallintaan.
Komposiitissa on sama tarve säätää jännitystä, kuivauslämpötilaa ja kuivausilman määrää mahdollisimman suurena, joten tiheän liiman matalan verkkorullan käyttö on parempi.

Pussinvalmistus on avainvaihe, jossa pussinvalmistus tehdään lämpösaumausveitsellä tarttumattoman pinnan aikaansaamiseksi ja käytetään matalaa lämpötilaa ja korkeaa painetta.
Materiaaleja ostaessamme meidän tulee varmistaa, että kankaan ja perusmateriaalin lämpösulamispisteen lämpötilaerovyöhykkeen tulee olla suuri;
Hallitse vetomateriaalin kireyttä pusseja valmistettaessa, mitä pienempi, sen parempi;
Asettelu mahdollisimman leveällä sivulla pystysuunnassa. Jos pussi on pieni levy, tee mahdollisimman monta riviä kävelyn välttämiseksi, jos kalvo on liian kapea;
Käytä vetoketjupusseja valitessasi erityistä matalan lämpötilan vetoketjua, jotta vetoketjun pää ei halkea.
Tällä hetkellä teollisuus uskoo yleisesti, että MDOPE-kalvon lämpötilankestävyys on hyvä, pussityyppi on tasaisempi ja kiharaa on helppo hallita.

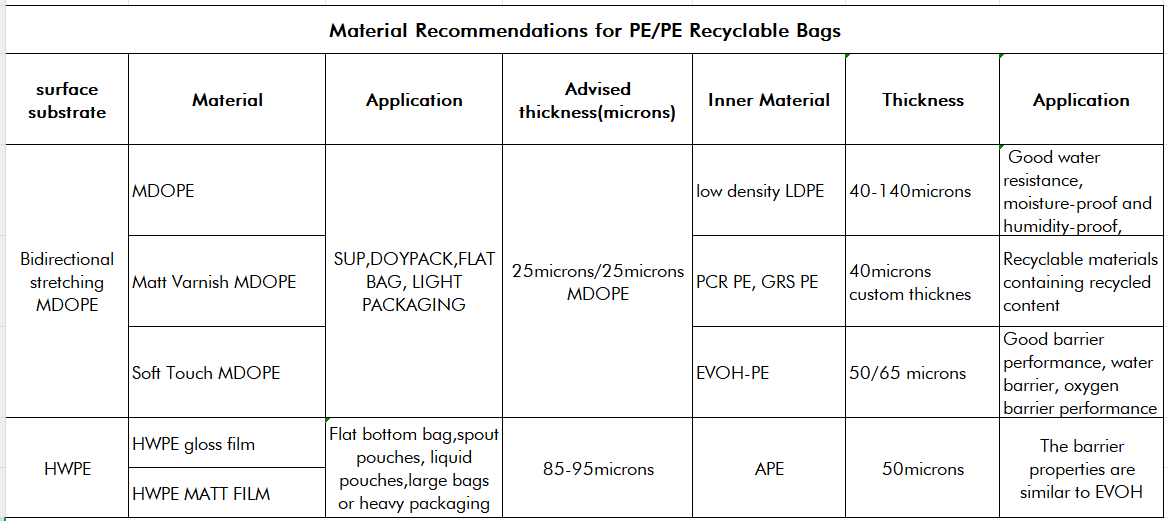
PE-vuorausmateriaali on valittava tilanteen mukaan. Jos esimerkiksi tarvitset hyviä sulkuominaisuuksia, voit valita EVOH-PE:n tai maitomaisen PE:n.
Jos erityisvaatimuksia ei ole, voit valita yleisesti käytetyn LDPE:n!
NEUVOJA
1. Yritä saavuttaa helppo repäisyraja, kun asiakkaan kustannuksella se on mahdollista.
2. Ennen tilauksen hyväksymistä (eri pussityyppien mukaan) selitetään, että pussin rungon PE//PE-rakenne on hieman tasaisempi kuin muissa materiaaleissa (voit katsoa videon vastaavasta pussityypistä havainnollistamaan tätä!). PE//PE-rakenne on vähemmän tasainen kuin muissa materiaaleissa (voit katsoa videon vastaavasta pussityypistä havainnollistamaan tätä!).
Yksittäisistä materiaaleista valmistettujen kierrätettävien pakkausten käyttö on ehdottomasti trendi. Jotta väripainoyritykset voivat tehdä hyvää työtä teknisten varausten kanssa, on suositeltavaa kokeilla ensin seuraavia kahta aluetta:
![]()
1、Pakastetut pakkaukset
Käytä yksivetoista PE-muovia PET:n ja nailon-BOPA:n sijaan pakastepakkauksiin, erityisesti sellaisiin, jotka eivät vaadi korkeaa suojauskykyä.
PE:n käyttö nailonin sijaan heikentää lävistys- ja repäisylujuutta, mutta täyttää pakastetun pakkauksen vaatimukset. Useimmat asiakkaat voivat harkita iterointia. Jos PE:tä käytetään PET:n sijaan, kustannukset nousevat. Kaiken kaikkiaan, mitä paksumpi pussi, sitä korkeammat ovat varmasti korvauskustannukset.
2、Normaalilämpötilaan ja lyhytaikaisesti säilyvät tuotteet
Väripainatusyritys voi aloittaa huoneenlämmössä, lyhyellä takuulla tuotepakkauksissa, ensin tutustua materiaaliin ja prosessiin ja odottaa materiaalin kypsymistä edelleen.
Samalla prosessin osalta on kiinnitettävä huomiota myös seuraaviin asioihin:
Yhden materiaalin pakkausten tuotanto, mitä vähemmän muuttujia, sitä parempi.
Esimerkiksi xiangwei-pakkausten erikoispainokoneella painettu PE, jälki on erittäin hyvä, jännitystä voidaan säätää erittäin tarkasti, päällepainatus on erittäin tarkkaa, olipa kyseessä sitten nopeuden nostaminen ja laskeminen tai rullan vaihtaminen, sitä voidaan hallita erittäin hyvin. DIC-musteen tulostuslaatu on 97 % lähellä nailonpainatuksen tasoa.
Siksi yksittäisten materiaalien kierrätettävien pakkausten tuotannossa on pyrittävä määrittämään laitteet erikoistuneiksi tuotantoon, äläkä muuta tuotantolinjaa mielivaltaisesti prosessin vakauden varmistamiseksi ja hävikin hallinnan maksimoimiseksi. Esimerkiksi pussien valmistuksessa käytettävä PE-materiaali ja muut materiaalit eroavat perustavanlaatuisesti toisistaan. Tällä kertaa materiaalin ei anneta sopeutua pussienvalmistuskoneeseen, vaan pussienvalmistuskoneen annetaan sopeutua materiaaliin: jos kone kokeilee PE-erää kerran, tehokkuus on liian alhainen. Päinvastoin, erityisesti yksittäisten PE-materiaalien pakkausten tutkimus- ja kehitystyössä pussienvalmistuskonetta, mukaan lukien kuumasaumauspaine, kuumasaumauslämpötilan säätömäärä jne., voidaan säätää vastaavasti ylikuumenemisen tai virheellisen saumauksen välttämiseksi.
Julkaisun aika: 27. kesäkuuta 2025


