
Kunskapspoängavseende MODPE
1, MDOPE-film,Det vill säga MDO-processen (unidirectional stretch) produceras med hjälp av högstyvhet PE-substratpolyetenfilm, med utmärkt styvhet, transparens, punkteringsmotstånd och värmebeständighet. Dess utseendeegenskaper och BOPET-filmen liknar extremt förmågan att förverkliga PE- och PE-kompositmaterial, vilket skapar 100 % polyetenmaterialkomposition för de flexibla förpackningarna vid återvinning. Vid återvinning finns det inget behov av att skala bort olika plaster, vilket avsevärt minskar processens komplexitet. Denna innovation bryter igenom begränsningarna hos traditionella flexibla kompositförpackningar gjorda av många olika material som inte kan återvinnas, och det är ett stort steg framåt inom flexibel förpackningsteknik.
MDOPE-filmer är indelade i tre serier:
MDOPE-T generell typserie,
MDOPE-E högbarriärserie,
MDOPE-S-serien med ultrahög barriär;
Med sin goda planhet och tryckprestanda, utmärkta termiska stabilitet och låga krympning kan MDOPE-film nu användas som tryckfilm för åttasidiga förseglingspåsar, sugmunstyckspåsar och dragkedjepåsar.
2. GRS-certifiering står för Global Recycled Standard.
Det är en internationell, frivillig standard för hela produkten, utformad för att säkerställa att det återvunna innehållet i produkter är korrekt märkt och för att garantera att produkterna tillverkas i enlighet med specifika miljö- och sociala ansvarsstandarder.
Det är en internationell, frivillig standard för hela produkten, utformad för att säkerställa att det återvunna innehållet i produkter är korrekt märkt och att produktionsprocessen uppfyller specifika miljö- och sociala ansvarsstandarder.
GRSP (med återvunnet PE)

Sedan 2022 har Shanghai Xiangwei Packaging Co., Ltd forskat kring tryckning av återvinningsbara påsar av ett enda material, och vi har samlat på oss en mängd erfarenhet och en mogen, branschledande position inom deras tillämpningar.
Den största svårigheten med att tillverka ett enda material kommer från påstillverkningen, vilket kräver samarbete mellan efterföljande processer. MDOPE-materialet måste ha en viss temperaturskillnad med basfilmen för att stabilisera påstillverkningen.
När det gäller tryckning måste uppmärksamhet ägnas åt övertryck, tryckfärgens vidhäftning, torkeffekt (rester och motklistring), materialjämnhet och spänningskontroll.
I kompositmaterialet är det viktigt att kontrollera spänningen, torktemperaturen och torkluftvolymen så stor som möjligt. Det är bättre att använda högdensitetslim med en grund nätrulle.

Påstillverkning är det viktigaste steget, påstillverkning med värmeförseglingskniv för att utföra non-stick-behandling, försök att producera vid låg temperatur och högt tryck;
Vid inköp av material bör vi se till att temperaturskillnadszonen för tygets och basmaterialets termiska smältpunkt är stor;
Kontrollera spänningen i dragmaterialet när du tillverkar väskor, ju mindre desto bättre;
Lägg ut sidorna så breda som möjligt som vertikalt. Om påsen är av liten platta, gör så många rader som möjligt för att undvika att gå på materialet, om filmen är för smal.
Använd blixtlåspåsar när du väljer speciella lågtemperaturdragkedjor för att undvika att blixtlåshuvudet spricker.
För närvarande tror branschen generellt att MDOPE-filmens temperaturbeständighet är god, påstypen är mer platt och det är lätt att kontrollera krökningen.

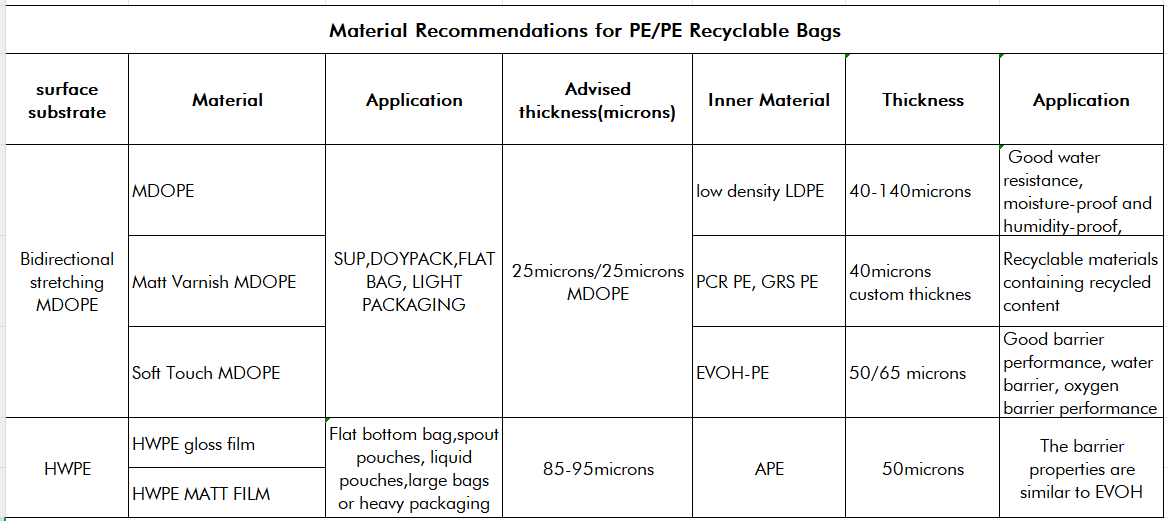
PE-fodret måste väljas utifrån den specifika situationen. Om du till exempel behöver goda barriäregenskaper kan du välja EVOH-PE eller mjölkig PE.
Om det inte finns några speciella krav kan du välja den vanligt förekommande LDPE-varianten!
RÅDGIVNING
1. Försök att nå den lätta avrivningslinjen när kundens kostnad tillåter det.
2. Innan beställningen accepteras (beroende på olika påstyper) förklaras att PE//PE-strukturen hos påsens kropp är något sämre än andra material (du kan ta en nyligen publicerad video av liknande påsar för att illustrera!). PE//PE-strukturen är mindre platt än andra material (du kan ta en nyligen publicerad video av liknande påsar för att illustrera!)
Återvinningsbara förpackningar av ett enda material är definitivt trendiga. Färgtryckföretag måste ha bra tekniska reserver. Det rekommenderas att man först provar följande två områden:
![]()
1、Fryst förpackning
Använd enkeldragbar PE istället för PET och nylon BOPA för att producera enkeldraget PE-material för frysförpackningar, särskilt för frysförpackningar som inte kräver hög barriärprestanda.
PE istället för nylon, vilket minskar punkteringsmotståndet och rivmotståndet, men det kan uppfylla kraven för frysförpackningar, och de flesta kunder kan överväga att använda en ny version. Om PE används istället för PET kommer kostnadsökningen att bli högre. Sammantaget gäller att ju tjockare påsen är, desto högre blir definitivt kostnaden för utbyte.
2、Produkter för normal temperatur och korttidskonservering
Färgtrycksföretag kan börja med rumstemperatur, med kort garanti på produktförpackningen, först bekanta sig med materialet och processen och vänta på att materialet ska mogna ytterligare.
Samtidigt bör man, i processen, också vara uppmärksam på:
Produktion av förpackningar i ett enda material, ju färre variabler desto bättre.
Till exempel, för xiangwei packaging specialtryckmaskiner som trycker PE, är effekten mycket bra, spänningen kan kontrolleras mycket fint, övertrycket är mycket exakt, oavsett om det gäller att höja och sänka hastigheten eller byta rullar, kan det kontrolleras mycket väl. Utskriftskvaliteten med DIC-bläck är 97 % nära nivån för nylontryck.
Därför, vid produktion av återvinningsbara förpackningar av ett enda material, försök att specificera utrustningen för att specialisera sig på produktionen och inte godtyckligt ändra produktionslinjen för att säkerställa processstabilitet och maximera kontrollen av förluster. Till exempel är PE-material i påstillverkning fundamentalt annorlunda än andra material. Den här gången låter man istället materialet anpassa sig till påstillverkningsmaskinen, och låter inte påstillverkningsmaskinen anpassa sig till materialet: om man provar en sats PE en gång i maskinen blir effektiviteten för låg. Tvärtom, specifikt för forskning och utveckling av påstillverkningsmaskiner för förpackningar av ett enda PE-material kan värmeförseglingstrycket och temperaturkontrollen justeras därefter för att undvika överhettning eller falsk försegling.
Publiceringstid: 27 juni 2025


