
Kunnskapspoenghensyn til MODPE
1, MDOPE-film,Det vil si at MDO-prosessen (unidirectional stretch) produseres av polyetylenfilm med høy stivhet som substrat, med utmerket stivhet, gjennomsiktighet, punkteringsmotstand og varmebestandighet. Dens utseende og BOPET-film er svært lik evnen til å realisere PE- og PE-kompositt, og dermed skapes 100 % av polyetylenmaterialet i den fleksible emballasjen. Ved resirkulering er det ikke nødvendig å fjerne forskjellige plasttyper. Ved resirkulering er det ikke nødvendig å fjerne forskjellige plasttyper, noe som reduserer prosessens kompleksitet betraktelig. Denne innovasjonen bryter med begrensningene til tradisjonell fleksibel komposittemballasje laget av mange forskjellige materialer som ikke kan resirkuleres, og det er et stort sprang fremover innen fleksibel emballasjeteknologi.
MDOPE-filmer er delt inn i tre serier:
MDOPE-T generell typeserie,
MDOPE-E høybarriereserie,
MDOPE-S ultrahøy barriereserie;
Med sin gode flathet og trykkeytelse, utmerkede termiske stabilitet og lave krymping, kan MDOPE-film nå brukes som trykkfilm for åttesidede forseglingsposer, sugedyseposer og glidelåsposer.
2. GRS-sertifisering står for Global Recycled Standard.
Det er en internasjonal, frivillig standard for hele produktet, som er utformet for å sikre at resirkulert innhold i produkter er nøyaktig merket, og for å garantere at produktene er produsert i samsvar med spesifikke standarder for miljø og samfunnsansvar.
Det er en internasjonal, frivillig standard for hele produktet, som er utformet for å sikre at resirkulert innhold i produkter er nøyaktig merket, og at produksjonsprosessen oppfyller spesifikke standarder for miljø og samfunnsansvar.
GRSPE (med resirkulert PE)

Siden 2022 har Shanghai Xiangwei Packaging Co., Ltd forsket på trykking av resirkulerbare poser av ett enkelt materiale, og vi har opparbeidet oss et vell av erfaring og en moden, bransjeledende posisjon innen dette området.
Hovedvanskeligheten med enkeltmaterialer kommer fra poseproduksjonen, som krever samarbeid mellom påfølgende prosesser. MDOPE-materialet må ha en viss temperaturforskjell i forhold til basisfilmen for å stabilisere poseproduksjonen.
Når det gjelder trykking, må man være oppmerksom på overtrykk, blekkheft, tørkeeffekt (rester og motheft), materialjevnhet og spenningskontroll.
I kompositten er det også nødvendig å kontrollere spenningen, tørketemperaturen og tørkeluftvolumet så stort som mulig. Det er bedre å bruke en høydensitetslimrulle med en grunn netting.

Poseproduksjon er det viktigste trinnet. Poseproduksjonen utføres med en varmeforseglingskniv for å utføre en non-stick-behandling, og produksjonen utføres ved lav temperatur og høyt trykk.
Når vi kjøper materialer, bør vi sørge for at temperaturforskjellssonen for stoffets og basismaterialets termiske smeltepunkt er stor;
Kontroller spenningen i materialet når du lager poser, jo mindre jo bedre;
Legg ut en så bred side som mulig som vertikalen. Hvis posen er av liten plate, lag så mange rader som mulig for å unngå å gå på materialfilmen hvis den er for smal.
Bruk glidelåsposer når du velger spesielle lavtemperaturglidelåser for å unngå at glidelåshodet sprekker.
For tiden tror bransjen generelt at MDOPE-filmens temperaturbestandighet er god, posetypen er flatere og det er lettere å kontrollere krøllingen.

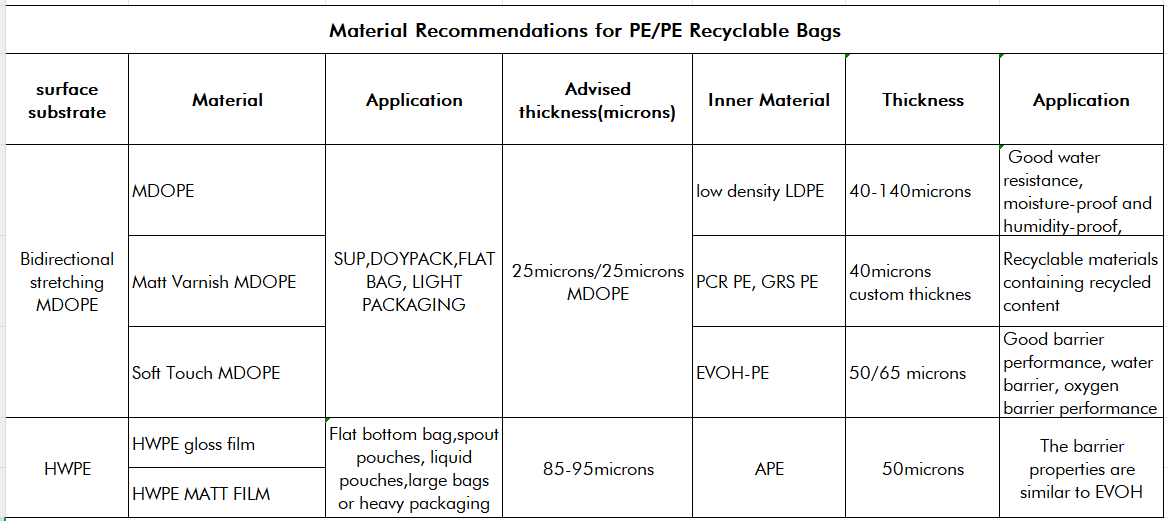
PE-foringsmaterialet må velges i henhold til den spesifikke situasjonen. Hvis du for eksempel trenger gode barriereegenskaper, kan du velge EVOH-PE eller melkeaktig PE.
Hvis det ikke er noen spesielle krav, kan du velge den vanlige LDPE-varianten.!
RÅD
1. Prøv å nå den lettrivelige linjen når kundens utgifter tillater det.
2. Før bestillingen godtas (i henhold til ulike posetyper), forklares det at PE//PE-strukturen til posens flathet er litt dårligere enn andre materialer (du kan se en nylig video av lignende posetyper for å illustrere!). PE//PE-strukturen er mindre flat enn andre materialer (du kan se en nylig video av lignende poser for å illustrere!)
Resirkulerbar emballasje av ett enkelt materiale er absolutt trenden. Fargetrykkbedrifter må gjøre en god jobb med tekniske reserver. Det anbefales å prøve følgende to områder først:
![]()
1、Frossen emballasje
Bruk enkelttrekks-PE i stedet for PET og nylon BOPA for å produsere enkelt PE-materiale for fryseemballasje, spesielt for fryseemballasje som ikke krever høy barriereevne.
PE i stedet for nylon vil redusere punkteringsmotstanden og rivemotstanden, men kan oppfylle kravene til frossenemballasje, og de fleste kunder kan vurdere iterasjon. Hvis PE brukes i stedet for PET, vil kostnadsøkningen bli høyere. Totalt sett, jo tykkere posen er, desto høyere er utskiftingskostnadene.
2、Normal temperatur og korttidskonserveringsprodukter
Fargetrykkbedrifter kan starte med romtemperatur, produktforpakning med kort garanti, først bli kjent med materialet og prosessen, og vente på at materialet skal modnes ytterligere.
Samtidig bør man, når det gjelder prosessen, også være oppmerksom på:
Produksjon av emballasje av ett enkelt materiale, jo færre variabler desto bedre.
For eksempel, xiangwei emballasje spesialtrykkmaskin trykker PE, effekten er veldig god, spenningen kan kontrolleres veldig fint, overtrykket er veldig nøyaktig, enten det er å heve og senke hastigheten eller bytte rull, kan kontrolleres veldig godt. Utskriftskvaliteten med DIC-blekk er 97 % nær nivået for nylontrykk.
Derfor, i produksjonen av resirkulerbar emballasje av ett enkelt materiale, prøv å spesifisere utstyret for å spesialisere produksjonen, ikke endre produksjonslinjen vilkårlig for å sikre prosessstabilitet og maksimere kontrollen av tap. For eksempel er PE-materiale i poseproduksjon fundamentalt forskjellige fra andre materialer. Denne gangen, i stedet for å la materialet tilpasse seg posemaskinen, i stedet for å la posemaskinen tilpasse seg materialet: Hvis en batch PE prøves én gang i maskinen, er effektiviteten for lav. Tvert imot, spesifikt for forskning og utvikling av posemaskiner for emballasje av ett enkelt PE-materiale, kan varmeforseglingstrykk, kontrollmengde for varmeforseglingstemperatur, etc., justeres deretter for å unngå overoppheting eller falsk forsegling.
Publisert: 27. juni 2025


