
Videnspunkterhensyn til MODPE
1, MDOPE-film,Det vil sige, at MDO (unidirectional stretch)-processen er produceret af PE-substratpolyethylenfilm med høj stivhed med fremragende stivhed, gennemsigtighed, punkteringsmodstand og varmebestandighed. Dens udseende og BOPET-film minder meget om evnen til at realisere PE- og PE-kompositmaterialer. Således skaber den 100% polyethylenmaterialesammensætning af fleksibel emballage ved genbrug, hvor der ikke er behov for at afskrælle forskellige plasttyper. Ved genbrug er der ikke behov for at afskrælle forskellige plasttyper, hvilket reducerer processens kompleksitet betydeligt. Denne innovation bryder med begrænsningerne ved traditionel fleksibel kompositemballage, der er lavet af mange forskellige materialer, som ikke kan genbruges, og det er et stort spring fremad inden for fleksibel emballageteknologi.
MDOPE-film er opdelt i tre serier:
MDOPE-T generel typeserie,
MDOPE-E højbarriereserie,
MDOPE-S ultrahøj barriereserie;
Med sin gode fladhed og trykegenskaber, fremragende termiske stabilitet og lave krympning kan MDOPE-film nu bruges som trykfilm til ottesidede forseglingsposer, sugedyseposer og lynlåsposer.
2. GRS-certificering står for Global Recycled Standard.
Det er en international, frivillig standard for hele produktet, der er designet til at sikre, at produkters genbrugsindhold er nøjagtigt mærket, og for at garantere, at produkterne er fremstillet i overensstemmelse med specifikke standarder for miljø og socialt ansvar.
Det er en international, frivillig standard for hele produktet, der er designet til at sikre, at produkters genbrugsindhold er nøjagtigt mærket, og at produktionsprocessen opfylder specifikke standarder for miljømæssigt og socialt ansvar.
GRSPE (med genbrugt PE)

Siden 2022 har Shanghai Xiangwei Packaging Co., Ltd forsket i trykning af genanvendelige poser af monomateriale, og vi har opbygget en rigdom af erfaring og en moden, brancheførende position inden for deres anvendelse.
Den største vanskelighed ved enkeltmaterialer stammer fra posefremstilling, som kræver samarbejde mellem efterfølgende processer. MDOPE-materialet skal have en vis temperaturforskel i forhold til basisfilmen for at stabilisere posefremstillingsprocessen.
Med hensyn til trykning skal der lægges vægt på overtryk, trykfarvevedhæftning, tørreeffekt (rester og modhæftning), materialejævnhed og spændingskontrol.
I kompositmaterialer er det også nødvendigt at kontrollere spændingen, tørretemperaturen og tørreluftmængden så stor som muligt. Det er bedre at bruge en højdensitetslim med en lav netrulleproces.

Posefremstilling er det vigtigste trin. Posefremstilling udføres med en varmeforseglingskniv for at udføre non-stick behandling. Forsøg at lave produktionsprocesser ved lav temperatur og højt tryk.
Ved køb af materialer skal vi sørge for, at temperaturforskellen mellem stoffets og basismaterialets termiske smeltepunkt er stor;
Kontroller spændingen af trækmaterialet, når du laver poser, jo mindre jo bedre;
Placer en side så bred som muligt i forhold til lodret. Hvis posen er af en lille plade, lav så mange rækker som muligt for at undgå at gå rundt, hvis materialet er for smalt, skal du lave filmen;
Brug lynlåsposer, når du vælger en speciel lavtemperaturlynlås for at undgå, at lynlåshovedet brister.
I øjeblikket mener branchen generelt, at MDOPE-filmens temperaturbestandighed er god, posetypen er mere flad og let at kontrollere krølningen.

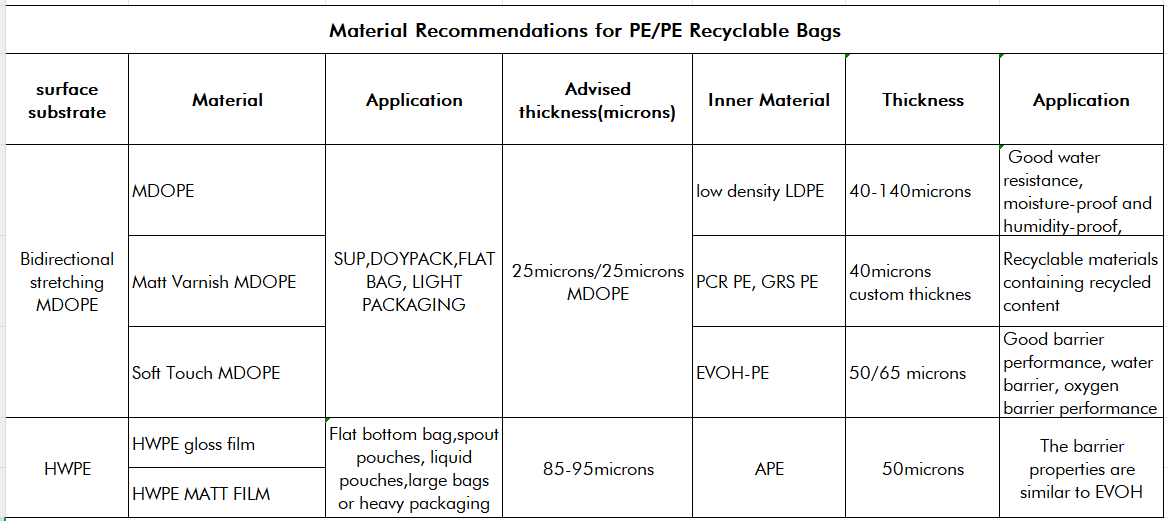
PE-foringsmaterialet skal vælges i henhold til den specifikke situation. Hvis du f.eks. har brug for gode barriereegenskaber, kan du vælge EVOH-PE eller mælkeagtig PE.
Hvis der ikke er særlige krav, kan du vælge den almindeligt anvendte LDPE!
RÅDGIVNING
1. Prøv at ramme den let-rive linje, når kundens udgift tillader det.
2. Før ordren accepteres (i henhold til forskellige posetyper), forklares det, at PE//PE-strukturen af posens fladhed er lidt dårligere end andre materialers (du kan se en nylig video af lignende posetyper for at illustrere!). PE//PE-strukturen er mindre flad end andre materialers (du kan se den nylige video af lignende poser for at illustrere!)
Genanvendelig emballage af enkeltmateriale er bestemt trenden. Farvetrykvirksomheder skal sørge for at have gode tekniske reserver. Det anbefales at prøve følgende to områder først:
![]()
1、Frossen emballage
Brug enkelttræks-PE i stedet for PET og nylon BOPA til at producere enkelt-PE-materiale til fryseemballage, især til fryseemballage, der ikke kræver høj barriereevne.
PE i stedet for nylon vil reducere punkteringsmodstanden og rivemodstanden, men kan opfylde kravene til frossen emballage, og de fleste kunder kan overveje at udskifte posen igen. Hvis PE bruges i stedet for PET, vil omkostningsstigningen være højere. Samlet set gælder det, at jo tykkere posen er, desto højere er udskiftningsomkostningerne.
2、Normal temperatur og korttidskonserveringsprodukter
Farvetrykvirksomheder kan starte ved stuetemperatur, produktemballage med kort garanti, først blive fortrolige med materialet og processen og vente på, at materialet modnes yderligere.
Samtidig bør man i processen også være opmærksom på:
Produktion af emballage i ét materiale, jo færre variabler, jo bedre.
For eksempel, xiangwei emballage specialtrykmaskine, der trykker PE, har en meget god effekt, spændingen kan styres meget fint, og overtrykket er meget præcist, uanset om det drejer sig om at hæve og sænke hastigheden eller skifte rulle, kan det styres meget godt. Udskriftskvaliteten med DIC-blæk er 97% tæt på niveauet for nylontryk.
Derfor bør man i produktionen af genanvendeligt emballagemateriale forsøge at specificere udstyret til at specialisere sig i produktionen og ikke ændre produktionslinjen vilkårligt for at sikre processtabilitet og maksimere kontrollen over tab. For eksempel er PE-materiale i posefremstilling fundamentalt anderledes end andre materialer. Denne gang lader man ikke materialet tilpasse sig posefremstillingsmaskinen, men lader ikke posefremstillingsmaskinen tilpasse sig materialet: Hvis man prøver en batch PE én gang på maskinen, er effektiviteten for lav. Tværtimod kan forskning og udvikling af posefremstillingsmaskiner til enkelt PE-emballage, herunder varmeforseglingstryk, varmeforseglingstemperaturkontrol osv., justeres i overensstemmelse hermed for at undgå overophedning eller falsk forsegling.
Opslagstidspunkt: 27. juni 2025


