
Поени знањапоштовање МОДПЕ-а
1, МДОПЕ филм,То јест, МДО (једносмерно истезање) процесом произведеним од полиетиленске фолије високе крутости ПЕ подлоге, са одличном крутоћом, транспарентношћу, отпорношћу на пробушење и отпорношћу на топлоту, његове карактеристике изгледа и БОПЕТ фолије су изузетно сличне могућности реализације ПЕ и ПЕ композита, чиме се ствара 100% полиетиленског материјала флексибилне амбалаже. Приликом рециклаже нема потребе за љуштењем различитих пластика, што значајно смањује сложеност процеса. Ова иновација пробија ограничења традиционалне композитне флексибилне амбалаже направљене од много различитих материјала који се не могу рециклирати и представља велики корак напред у технологији флексибилне амбалаже.
MDOPE филмови су подељени у три серије:
MDOPE-T серија општег типа,
MDOPE-E серија са високом баријером,
MDOPE-S серија ултра високе баријере;
Захваљујући доброј равности и перформансама штампања, одличној термичкој стабилности и малом скупљању, MDOPE фолија се сада може користити као фолија за штампање кеса са осам страна затварања, кеса са усисном млазницом и кеса са затварачем.
2. GRS сертификација је скраћеница од Глобални рециклирани стандард.
То је међународни, добровољни стандард за цео производ, осмишљен да осигура да је рециклирани садржај производа тачно обележен и да гарантује да су производи произведени у складу са специфичним стандардима заштите животне средине и друштвене одговорности.
То је међународни, добровољни стандард за цео производ, осмишљен да осигура да је рециклирани садржај производа тачно означен и да производни процес испуњава специфичне стандарде еколошке и друштвене одговорности.
GRSPE (са рециклираним пеном)

Од 2022. године, компанија Shanghai Xiangwei Packaging Co., Ltd спроводи истраживања у области штампања рециклабилних кеса од мономатеријала и стекли смо богато искуство и зрелу, водећу позицију у индустрији у њиховој примени.
Главна потешкоћа код једног материјала долази од израде кеса, што захтева сарадњу наредних процеса. MDOPE материјал мора имати одређену температурну разлику у односу на основни филм како би се стабилизовала израда кеса.
Што се тиче штампања, потребно је обратити пажњу на прештампу, пријањање боје, ефекат сушења (остаци и контралепљење), равномерност материјала и контролу затегнутости.
У композиту, иста потреба за контролом затегнутости, температуре сушења, запремине ваздуха за сушење што је могуће веће, употреба процеса плитког ваљања лепка високе густине је боља.

Израда кеса је кључни корак, израда кеса на ножу за термичко заптивање ради третмана против лепљења, покушајте са режимом производње на ниској температури и под високим притиском;
Приликом куповине материјала, требало би да осигурамо да је зона температурне разлике између тачке топљења тканине и основног материјала велика;
Контролишите затегнутост материјала за израду кеса, што мање то боље;
Распоредите што ширу страну као вертикалну, ако је врећа мала плоча, направите што више редова, како бисте избегли ходање по материјалу, фолија је преуска;
Користите кесе са затварачем када бирате посебан затварач за ниске температуре како бисте избегли пуцање главе затварача.
Тренутно, индустрија генерално верује да је отпорност MDOPE филма на температуру добра, тип кесе је равнији, лако се контролише увијање.

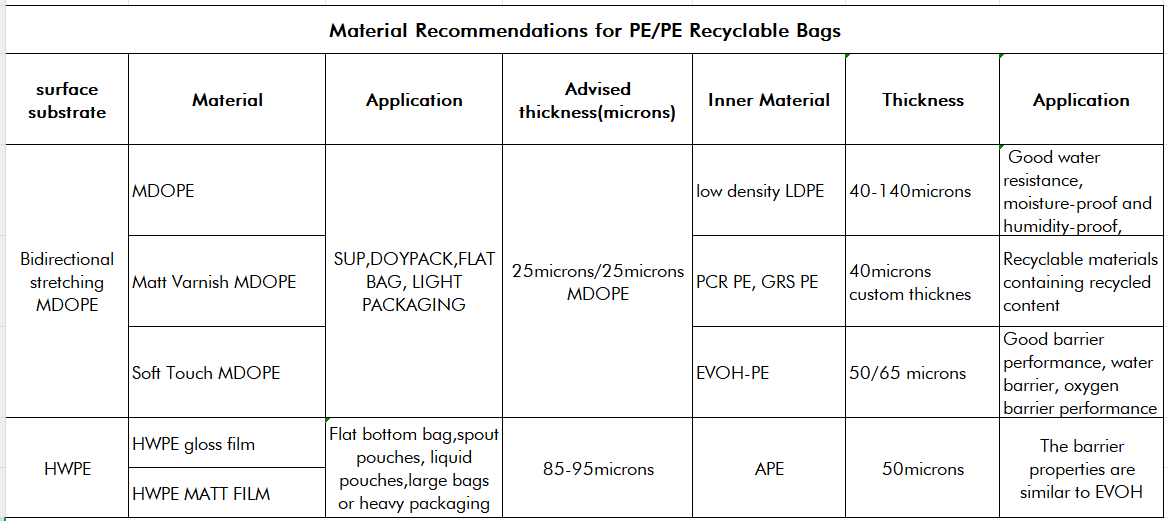
Материјал за облогу од ПЕ-а мора се одабрати према специфичној ситуацији, на пример, ако су вам потребна добра баријерска својства, можете одабрати EVOH-PE или млечни ПЕ.
Ако нема посебних захтева, можете одабрати уобичајено коришћени LDPE!
САВЕТУЈЕ
1. Покушајте да досегнете границу лаког кидања када трошкови купца то дозвољавају.
2. Пре прихватања поруџбине (у зависности од различитих типова кеса), објашњава се да је PE//PE структура тела кесе мало лошија него код других материјала (можете погледати недавни видео сличне врсте кесе да бисте објаснили!). Тело PE//PE структуре је мање равно него код других материјала (можете погледати недавни видео сличних кеса да бисте илустровали!).
Паковање од једног материјала за рециклажу је свакако тренд, предузећа за штампање у боји морају добро да обаве посао са техничким резервама, препоручује се да прво испробају следећа два подручја:
![]()
1、Замрзнута амбалажа
Користите једноструко повлачећи ПЕ уместо ПЕТ-а и најлонског БОПА за производњу једноструког ПЕ материјала за амбалажу за замрзавање, посебно за амбалажу за замрзавање која не захтева високе баријерне перформансе.
ПЕ уместо најлона, отпорност на пробушење и кидање ће бити смањена, али може задовољити захтеве замрзнутог паковања, за већину купаца може размотрити поновно коришћење. Ако се ПЕ користи уместо ПЕТ-а, повећање трошкова ће бити веће. Генерално, што је дебља кеса, то је цена замене сигурно већа.
2、Производи за нормалну температуру и краткотрајно конзервирање
Предузећа за штампање у боји могу почети од собне температуре, са кратком гаранцијом за паковање производа, прво се упознајући са материјалом и процесом, чекајући да материјал даље сазри.
Истовремено, у погледу процеса, треба обратити пажњу и на:
Производња амбалаже од једног материјала, што мање варијабли то боље.
На пример, специјализована машина за штампање паковања компаније Xiangwei штампа PE, ефекат је веома добар, затегнутост се може веома фино контролисати, прештампавање је веома прецизно, било да се ради о подизању и спуштању брзине или промени ролне, може се веома добро контролисати. Квалитет штампе са DIC мастилом је 97% близу нивоа штампе са најлоном.
Стога, приликом производње амбалаже од једног материјала која се може рециклирати, покушајте да одредите опрему која је специјализована за производњу, не мењајте произвољно производну линију како бисте осигурали стабилност процеса и максимизирали контролу губитака. На пример, ПЕ материјал у производњи кеса и други материјали се фундаментално разликују. Овај пут уместо да се материјал прилагоди машини за производњу кеса, уместо да се машина за производњу кеса прилагоди материјалу: ако се једна серија ПЕ-а једном укључи у машину, ефикасност је прениска. Напротив, посебно за амбалажу од једног ПЕ материјала, истраживање и развој машина за производњу кеса, укључујући притисак термичког заптивања, количину контроле температуре термичког заптивања итд., могу се подесити у складу са тим како би се избегло прегревање или лажно заптивање.
Време објаве: 27. јун 2025.


