
Las bolsas retortables surgieron de la investigación y el desarrollo de envases flexibles a mediados del siglo XX. Los envases flexibles son aquellos fabricados íntegramente con materiales blandos o semirrígidos, en los que al menos una parte de la pared o la tapa está hecha de materiales de embalaje blando. Entre estos envases se incluyen bolsas retortables, cajas retortables, embutidos atados, etc. Actualmente, la forma principal que se utiliza son las bolsas retortables prefabricadas de alta temperatura. En comparación con los envases tradicionales de metal, vidrio y otros materiales rígidos, las bolsas retortables presentan las siguientes características:
●El escaso grosor del material de envasado y la rápida transferencia de calor permiten acortar el tiempo de esterilización. Por consiguiente, el color, el aroma y el sabor del contenido apenas se alteran, y la pérdida de nutrientes es mínima.
●El material de embalaje es ligero y de tamaño reducido, lo que permite ahorrar material de embalaje, y el coste de transporte es bajo y conveniente.

●Puede imprimir diseños exquisitos.
●Tiene una larga vida útil (6-12 meses) a temperatura ambiente y es fácil de sellar y abrir.
●No requiere refrigeración, lo que supone un ahorro en los costes de refrigeración.
●Es apto para envasar muchos tipos de alimentos, como carne y aves, productos acuáticos, frutas y verduras, diversos cereales y sopas.
●Se puede calentar junto con el paquete para evitar que se pierda el sabor, especialmente adecuado para trabajos de campo, viajes y comida militar.
Producción completa de bolsas para cocinar, incluyendo el tipo de contenido, el aseguramiento de la calidad mediante una comprensión integral del diseño estructural del producto, el sustrato y la tinta, la selección del adhesivo, el proceso de producción, las pruebas del producto, el control del proceso de envasado y esterilización, etc., debido a que el diseño de la estructura del producto de la bolsa para cocinar es el núcleo, por lo que este es un análisis amplio, que no solo analiza la configuración del sustrato del producto, sino también el rendimiento de diferentes productos estructurales, su uso, la seguridad e higiene, la economía, etc.
1. Deterioro y esterilización de los alimentos
Los seres humanos vivimos en un entorno microbiano; la biosfera terrestre entera está compuesta por innumerables microorganismos; si la reproducción microbiana de los alimentos supera cierto límite, estos se estropearán y perderán su comestibilidad.
Las bacterias comunes que causan el deterioro de los alimentos son Pseudomonas y Vibrio, ambas resistentes al calor. Las enterobacterias mueren a 60 °C durante 30 minutos, mientras que algunas especies de lactobacilos pueden soportar 65 °C durante el mismo tiempo. Los bacilos generalmente resisten entre 95 y 100 °C durante varios minutos, e incluso algunos pueden soportar 120 °C durante 20 minutos. Además de las bacterias, en los alimentos también se encuentra una gran cantidad de hongos, como Trichoderma y levaduras. Si bien la luz, el oxígeno, la temperatura, la humedad y el pH también pueden causar el deterioro de los alimentos, el factor principal son los microorganismos. Por lo tanto, la cocción a altas temperaturas para eliminar los microorganismos es un método importante para la conservación de los alimentos a largo plazo.
La esterilización de productos alimenticios se divide en pasteurización a 72 °C, esterilización por ebullición a 100 °C, esterilización por cocción a alta temperatura a 121 °C, esterilización por cocción a alta temperatura a 135 °C y esterilización instantánea a ultra alta temperatura a 145 °C. Algunos fabricantes utilizan esterilización a temperaturas no estándar de aproximadamente 110 °C. La Tabla 1 muestra las condiciones de esterilización más eficaces para eliminar Clostridium botulinum, según el producto.
Tabla 1. Tiempo de muerte de las esporas de Clostridium botulinum en relación con la temperatura.
| temperatura ℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Hora del fallecimiento (minutos) | 330 | 100 | 32 | 10 | 4 | Años 80 | 30s | 10s |
2. Características de la materia prima de las bolsas para vapor
Bolsas de cocción retortables a alta temperatura con las siguientes propiedades:
Función de envasado de larga duración, almacenamiento estable, prevención del crecimiento bacteriano, resistencia a la esterilización a altas temperaturas, etc.
Es un material compuesto muy bueno, adecuado para el envasado de alimentos instantáneos.
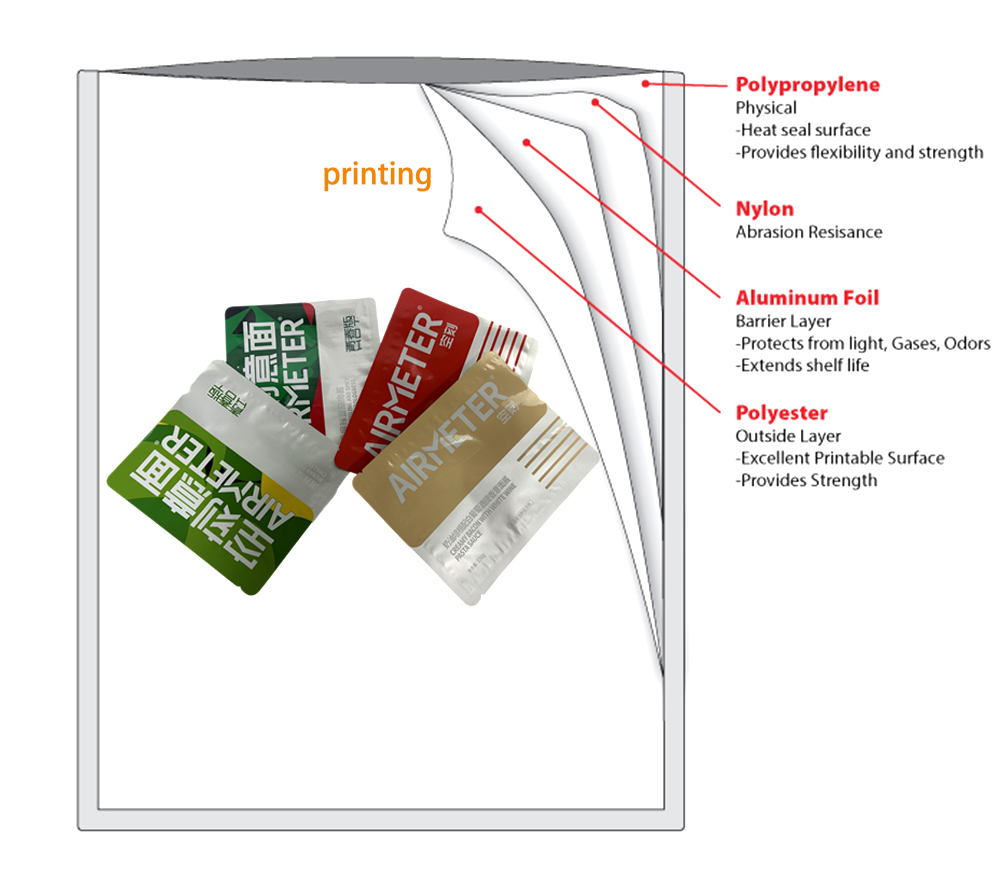
Ensayo estructural típico PET/adhesivo/lámina de aluminio/pegamento adhesivo/nailon/RCPP
Bolsa de esterilización a alta temperatura con estructura de tres capas PET/AL/RCPP
INSTRUCCIONES SOBRE EL MATERIAL
(1) Película de PET
La película BOPET tiene una delas mayores resistencias a la tracciónde todas las películas plásticas, y puede satisfacer las necesidades de productos muy delgados con alta rigidez y dureza.
Excelente resistencia al frío y al calor.El rango de temperatura aplicable a la película BOPET es de 70 ℃ a 150 ℃, lo que le permite mantener excelentes propiedades físicas en un amplio rango de temperaturas y la hace adecuada para la mayoría de los envases de productos.
Excelente rendimiento como barrera.Posee excelentes propiedades de barrera integral contra el agua y el aire. A diferencia del nailon, que se ve muy afectado por la humedad, su resistencia al agua es similar a la del PE y su coeficiente de permeabilidad al aire es extremadamente bajo. Presenta una alta capacidad de barrera contra el aire y los olores, y es uno de los materiales idóneos para conservar fragancias.
Resistencia química, resistente a aceites y grasas, a la mayoría de los disolventes y a ácidos y álcalis diluidos.
(2) BOPA FILM
Las películas BOPA tienen una excelente resistencia.La resistencia a la tracción, la resistencia al desgarro, la resistencia al impacto y la resistencia a la rotura se encuentran entre las mejores de los materiales plásticos.
Su excepcional flexibilidad, resistencia a los agujeros y la dificultad para perforar el contenido son características principales del BOPA; además de su buena flexibilidad, proporciona una buena sensación al tacto al envase.
Buenas propiedades de barrera, buena retención de fragancia, resistencia a productos químicos distintos de los ácidos fuertes, especialmente excelente resistencia al aceite.
Con un amplio rango de temperaturas de funcionamiento y un punto de fusión de 225 °C, puede utilizarse durante largos periodos de tiempo entre -60 °C y 130 °C. Las propiedades mecánicas del BOPA se mantienen tanto a bajas como a altas temperaturas.
El rendimiento de la película BOPA se ve muy afectado por la humedad, tanto en su estabilidad dimensional como en sus propiedades de barrera. Tras exponerse a la humedad, la película BOPA, además de arrugarse, generalmente se alarga horizontalmente. El acortamiento longitudinal puede alcanzar una tasa de alargamiento de hasta el 1%.
(3) Película de polipropileno CPP, alta resistencia a la temperatura, buen rendimiento de termosellado;
La película CPP, que es una película de polipropileno fundido, la película CPP de uso general para cocinar utiliza materias primas de copolipropileno binario aleatorio; la bolsa de película fabricada con esterilización a alta temperatura de 121-125 ℃ puede soportar 30-60 minutos.
La película de cocción a alta temperatura CPP, fabricada con copolipropileno en bloque, permite la esterilización a alta temperatura (135 ℃) durante 30 minutos.
Los requisitos de rendimiento son: la temperatura del punto de reblandecimiento Vicat debe ser mayor que la temperatura de cocción, la resistencia al impacto debe ser buena, la resistencia a los medios debe ser buena, y los ojos de pescado y los puntos de cristalización deben ser lo más pequeños posible.
Puede soportar la esterilización por cocción a presión de 121 ℃ y 0,15 MPa, manteniendo casi intacta la forma y el sabor de los alimentos, y la película no se agrieta, pela ni se adhiere, presentando una buena estabilidad; a menudo se combina con película de nailon o poliéster para envasar alimentos tipo sopa, así como albóndigas, dumplings, arroz y otros alimentos congelados procesados.
(4) Papel de aluminio
El papel de aluminio es el único metal utilizado en los envases flexibles. Su capacidad para bloquear el agua, los gases y la luz, así como para conservar el sabor, es incomparable con la de cualquier otro material de envasado. Soporta la esterilización por cocción a presión de 121 °C y 0,15 MPa, garantizando que los alimentos conserven su forma, sabor y que la película no se agriete, se despegue ni se pegue, ofreciendo una excelente estabilidad. Se suele combinar con películas de nailon o poliéster para envasar sopas, albóndigas, arroz y otros alimentos congelados procesados.
(5) TINTA
Las bolsas para vapor que utilizan tinta a base de poliuretano para la impresión deben cumplir con los requisitos de bajos residuos de solventes, alta resistencia del compuesto, ausencia de decoloración después de la cocción, ausencia de delaminación y arrugas; por ejemplo, si la temperatura de cocción supera los 121 ℃, se debe agregar un cierto porcentaje de endurecedor para aumentar la resistencia a la temperatura de la tinta.
La higiene de la tinta es de suma importancia. Los metales pesados como el cadmio, el plomo, el mercurio, el cromo, el arsénico y otros pueden representar un grave peligro para el medio ambiente y la salud humana. Además, la tinta en sí misma es un material de gran importancia, compuesto por diversos agentes de unión, pigmentos, colorantes y aditivos, como antiespumantes, antiestáticos, plastificantes y otros que pueden suponer riesgos para la seguridad. No se debe permitir la adición de pigmentos de metales pesados, ni compuestos de éter glicólico o éster. Los disolventes pueden contener benceno, formaldehído, metanol y fenol; los agentes de unión pueden contener diisocianato de tolueno libre; y los pigmentos pueden contener PCB, aminas aromáticas, entre otros.
(6) Adhesivos
Bolsas para esterilización al vapor con adhesivo de poliuretano bicomponente. El agente principal puede ser de tres tipos: poliéster poliol, poliéter poliol o poliuretano poliol. Existen dos tipos de agentes de curado: poliisocianato aromático y poliisocianato alifático. El adhesivo para esterilización al vapor con mayor resistencia a altas temperaturas presenta las siguientes características:
●Alto contenido de sólidos, baja viscosidad, buena untabilidad.
●Excelente adhesión inicial, sin pérdida de resistencia al despegue después del vaporizado, sin formación de túneles en la producción, sin arrugas después del vaporizado.
●El adhesivo es higiénicamente seguro, no tóxico e inodoro.
●Mayor velocidad de reacción y menor tiempo de maduración (dentro de 48 horas para productos compuestos de plástico-plástico y 72 horas para productos compuestos de aluminio-plástico).
●Bajo volumen de recubrimiento, alta fuerza de unión, alta resistencia al sellado térmico, buena resistencia a la temperatura.
●Baja viscosidad de dilución, alto potencial de trabajo en estado sólido y buena capacidad de extensión.
●Amplia gama de aplicaciones, apto para una variedad de películas.
●Buena resistencia a la intemperie (calor, frío, ácidos, álcalis, sal, aceite, picante, etc.).
La higiene de los adhesivos comienza con la producción de la amina aromática primaria (PAA), que se origina a partir de la reacción química entre isocianatos aromáticos y agua en tintas de impresión bicomponentes y adhesivos de laminación. La formación de PAA se deriva de isocianatos aromáticos, pero no de isocianatos alifáticos, acrílicos ni adhesivos epoxi. La presencia de sustancias de bajo peso molecular sin terminar y disolventes residuales también puede suponer un riesgo para la seguridad.
3. Estructura principal de la bolsa de cocción
Según las propiedades económicas, físicas y químicas del material, las siguientes estructuras se utilizan comúnmente para bolsas de cocina.
DOS capas: PET/CPP, BOPA/CPP, GL-PET/CPP.
TRES capas: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP,PET/PVDC/CPP,PET/EVOH/CPP,BOPA/EVOH/CPP
CUATRO CAPAS: PET/PA/AL/CPP, PET/AL/PA/CPP
Estructura de varios pisos.
Película coextruida de PET/EVOH/CPP, película coextruida de PET/PVDC/CPP, película coextruida de PA/PVDC/CPP, película coextruida de PET/EVOH, película coextruida de PA/PVDC
4. Análisis de las características estructurales de la bolsa de cocción
La estructura básica de la bolsa de cocción consta de una capa superficial, una capa intermedia y una capa termosellable. La capa superficial suele estar hecha de PET y BOPA, y proporciona soporte, resistencia al calor y buena impresión. La capa intermedia está hecha de Al, PVDC, EVOH o BOPA, y cumple principalmente la función de barrera, protección contra la luz y doble cara. La capa termosellable está hecha de diversos tipos de CPP, EVOH, BOPA, etc. Para la capa termosellable se seleccionan diferentes tipos de CPP, PP y PVDC coextruidos, o película coextruida de EVOH. Para cocciones a menos de 110 °C, se debe usar película de LLDPE, que cumple principalmente la función de termosellado, resistencia a la perforación y a los productos químicos, además de una baja adsorción de materiales y buena higiene.
4.1 PET/pegamento/PE
Esta estructura puede modificarse a PA/pegamento/PE. El PE puede sustituirse por HDPE, LLDPE o MPE, además de un número reducido de películas especiales de HDPE. Debido a la resistencia a la temperatura que proporciona el PE, se utiliza generalmente para bolsas esterilizadas a 100-110 °C. El pegamento puede ser de poliuretano común o termoadhesivo, pero no es adecuado para el envasado de carne, ya que su barrera es deficiente, la bolsa se arruga tras el tratamiento térmico y, en ocasiones, las capas internas de la película se adhieren entre sí. En esencia, esta estructura es simplemente una bolsa para esterilización por cocción o pasteurización.
4.2 PET/pegamento/CPP
Esta estructura es la típica de una bolsa de cocción transparente, apta para envasar la mayoría de los productos. Se caracteriza por su visibilidad, permitiendo ver directamente el contenido, pero requiere proteger el producto de la luz. El producto es duro al tacto y a menudo requiere perforar las esquinas para redondearlas. Este tipo de bolsa se esteriliza generalmente a 121 °C, utilizando pegamento para cocción a altas temperaturas o CPP de grado estándar. Sin embargo, se debe elegir un pegamento con baja contracción, ya que de lo contrario, la contracción de la capa adhesiva podría desplazar la tinta, provocando su delaminación tras el vaporizado.
4.3 BOPA/pegamento/CPP
Se trata de una bolsa transparente común para cocinar, esterilizada a 121 °C. Ofrece buena transparencia, tacto suave y resistencia a la perforación. No se recomienda su uso para envasar productos ligeros.
Debido a la alta permeabilidad a la humedad del BOPA, los productos impresos sometidos a vapor pueden presentar problemas de transparencia, especialmente en la gama de rojos, donde la tinta penetra en la superficie. En la producción de tinta, suele ser necesario añadir un agente de curado para evitarlo. Además, la baja adherencia de la tinta al BOPA también facilita el desprendimiento, sobre todo en ambientes con alta humedad. Los productos semiacabados y las bolsas terminadas deben sellarse y envasarse durante el proceso.
4.4 KPET/CPP, KBOPA/CPP
Esta estructura no es de uso común, la transparencia del producto es buena, con altas propiedades de barrera, pero solo se puede utilizar para esterilización por debajo de 115 ℃, la resistencia a la temperatura es ligeramente peor y existen dudas sobre su salubridad y seguridad.
4.5 PET/BOPA/CPP
Esta estructura del producto es de alta resistencia, buena transparencia y buena resistencia a la perforación; debido a la gran diferencia en la tasa de contracción entre el PET y el BOPA, generalmente se utiliza para el envasado de productos a 121 ℃ o menos.
El contenido del envase resulta más ácido o alcalino cuando se opta por esta estructura de productos, en lugar de utilizar una estructura que contenga aluminio.
La capa exterior de pegamento puede utilizarse para seleccionar el pegamento hervido, lo que permite reducir el coste adecuadamente.
4.6 PET/Al/CPP
Esta es la estructura más típica de bolsa de cocina opaca; según las diferentes tintas, pegamento y CPP, se puede utilizar una temperatura de cocción de entre 121 y 135 ℃ en esta estructura.
La estructura PET/tinta de un componente/adhesivo de alta temperatura/Al7µm/adhesivo de alta temperatura/CPP60µm puede alcanzar los requisitos de cocción de 121 ℃.
La estructura PET/Tinta de dos componentes/Adhesivo de alta temperatura/Al9µm/Adhesivo de alta temperatura/CPP70µm de alta temperatura puede soportar temperaturas de cocción superiores a 121 ℃, lo que aumenta la propiedad de barrera y prolonga la vida útil, pudiendo superar el año.
4.7 BOPA/Al/CPP
Esta estructura es similar a la estructura 4.6 anterior, pero debido a la gran absorción de agua y contracción del BOPA, no es adecuada para cocinar a altas temperaturas superiores a 121 ℃, pero la resistencia a la perforación es mejor y puede cumplir con los requisitos de cocción a 121 ℃.
4.8 PET/PVDC/CPP, BOPA/PVDC/CPP
Esta estructura de barrera del producto es muy buena, adecuada para la esterilización por cocción a 121 ℃ y temperaturas inferiores, y el producto tiene altos requisitos de barrera contra el oxígeno.
El PVDC en la estructura anterior se puede reemplazar por EVOH, que también tiene una alta propiedad de barrera, pero su propiedad de barrera disminuye obviamente cuando se esteriliza a alta temperatura, y el BOPA no se puede usar como capa superficial, de lo contrario la propiedad de barrera disminuye drásticamente con el aumento de la temperatura.
4.9 PET/Al/BOPA/CPP
Se trata de bolsas de cocción de alto rendimiento que pueden envasar prácticamente cualquier producto culinario y que además pueden soportar temperaturas de cocción de entre 121 y 135 grados Celsius.
Estructura I: PET12µm/adhesivo de alta temperatura/Al7µm/adhesivo de alta temperatura/BOPA15µm/adhesivo de alta temperatura/CPP60µm. Esta estructura tiene buena barrera, buena resistencia a la perforación, buena capacidad de absorción de luz y es un tipo de excelente bolsa para cocinar a 121 ℃.

Estructura II: PET 12 µm/adhesivo de alta temperatura/Al 9 µm/adhesivo de alta temperatura/BOPA 15 µm/adhesivo de alta temperatura/CPP de alta temperatura 70 µm. Esta estructura, además de todas las características de rendimiento de la estructura I, permite el horneado a altas temperaturas (121 °C o superiores). Estructura III: PET/adhesivo A/Al/adhesivo B/BOPA/adhesivo C/CPP. La cantidad de adhesivo A es de 4 g/m², la de adhesivo B es de 3 g/m² y la de adhesivo C es de 5-6 g/m², lo que cumple con los requisitos y reduce la cantidad de adhesivo A y B, lo que permite un ahorro de costes considerable.
En el otro caso, los adhesivos A y B están hechos de un adhesivo de mejor calidad para la ebullición, y el adhesivo C está hecho de un adhesivo resistente a altas temperaturas, que también puede cumplir con el requisito de ebullición de 121 ℃ y, al mismo tiempo, reducir el costo.
Estructura IV: PET/pegamento/BOPA/pegamento/Al/pegamento/CPP. Esta estructura es una posición de BOPA invertida. El rendimiento general del producto no ha cambiado significativamente, pero la tenacidad, la resistencia a la perforación, la alta resistencia del compuesto y otras características ventajosas del BOPA no se aprovechan al máximo en esta estructura; por lo tanto, su aplicación es relativamente escasa.
4.10 PET/CPP coextruido
El CPP coextruido en esta estructura generalmente se refiere al CPP de 5 y 7 capas con altas propiedades de barrera, tales como:
PP/capa de unión/EVOH/capa de unión/PP;
PP/capa de unión/PA/capa de unión/PP;
PP/capa unida/PA/EVOH/PA/capa unida/PP, etc;
Por lo tanto, la aplicación de CPP coextruido aumenta la resistencia del producto, reduce la rotura de los envases durante el vacío, la alta presión y las fluctuaciones de presión, y prolonga el período de retención debido a las propiedades de barrera mejoradas.
En resumen, la estructura de la variedad de bolsas para cocinar a alta temperatura, lo anterior es solo un análisis preliminar de algunas estructuras comunes, con el desarrollo de nuevos materiales y nuevas tecnologías, habrá estructuras más novedosas, de modo que el envasado de alimentos tenga una mayor variedad de opciones.
Fecha de publicación: 13 de julio de 2024


