
Реторт баштыкчалары 20-кылымдын орто ченинде жумшак банкаларды изилдөө жана иштеп чыгуудан келип чыккан. Жумшак банкалар толугу менен жумшак материалдардан же жарым катуу идиштерден жасалган таңгактоону билдирет, алардын дубалынын же контейнердин капкагынын жок дегенде бир бөлүгү жумшак таңгактоочу материалдардан, анын ичинде реторт баштыкчаларынан, реторт кутучаларынан, байланган колбасалардан ж.б. жасалган. Учурда колдонулуп жаткан негизги форма - алдын ала даярдалган жогорку температуралуу реторт баштыкчалары. Салттуу металл, айнек жана башка катуу банкалар менен салыштырганда, реторт баштыкчалары төмөнкү мүнөздөмөлөргө ээ:
●Таңгактоочу материалдын калыңдыгы кичинекей жана жылуулук алмашуу тез, бул стерилдөө убактысын кыскартышы мүмкүн. Ошондуктан, курамынын түсү, жыты жана даамы анча өзгөрбөйт жана азык заттардын жоголушу аз болот.
●Таңгактоочу материалдын салмагы жеңил жана өлчөмү кичине, бул таңгактоочу материалдарды үнөмдөөгө мүмкүндүк берет, ошондой эле ташуу баасы төмөн жана ыңгайлуу.

●Керемет үлгүлөрдү басып чыгара алат.
●Бөлмө температурасында сактоо мөөнөтү узак (6-12 ай) жана жабуу жана ачуу оңой.
●Муздаткычтын кереги жок, муздаткыч чыгымдарын үнөмдөйт
●Ал эт жана канаттуулардын этин, суу азыктарын, мөмө-жемиштерди жана жашылчаларды, ар кандай дан азыктарын жана шорполорду сыяктуу көптөгөн азык-түлүктөрдү таңгактоого ылайыктуу.
●Даамын жоготпоо үчүн, аны таңгак менен кошо ысытса болот, айрыкча талаа жумуштарына, саякаттарга жана аскердик тамак-ашка ылайыктуу.
Бышыруучу баштыктын толук өндүрүшү, анын ичинде мазмунунун түрү, сапатын камсыз кылуу, продуктунун структуралык дизайны, субстрат жана сыя, желим тандоо, өндүрүш процесси, продуктуну сыноо, таңгактоо жана стерилдөө процессин көзөмөлдөө ж.б., анткени бышыруучу баштыктын продуктунун структурасынын дизайны өзөк болуп саналат, андыктан бул кеңири талдоо, продуктунун субстрат конфигурациясын талдоо үчүн гана эмес, ошондой эле ар кандай структуралык продуктулардын иштешин, колдонулушун, коопсуздугун жана гигиенасын, үнөмдүүлүгүн жана башкаларды андан ары талдоо үчүн.
1. Тамак-аштын бузулушу жана стерилдөө
Адамдар микробдук чөйрөдө жашашат, бүткүл Жердин биосферасында сансыз микроорганизмдер жашайт, азык-түлүк белгилүү бир чектен ашык көбөйөт, азык-түлүк бузулуп, жегенге жарамдуулугун жоготот.
Тамак-аштын бузулушунун негизги себептери катары псевдомонаддар, вибриондор жана экөө тең ысыкка чыдамдуу, энтеробактериялар 60°C температурада 30 мүнөт ысытылганда өлөт, лактобактериялардын айрым түрлөрү 65°C температурага, 30 мүнөт ысытылганда туруштук бере алат. Бациллалар жалпысынан 95-100°C температурага, бир нече мүнөт ысытылганда, ал эми айрымдары 20 мүнөттөн аз ысытылганда 120°C температурага туруштук бере алат. Бактериялардан тышкары, тамак-ашта триходерма, ачыткы сыяктуу көптөгөн козу карындар бар. Мындан тышкары, жарык, кычкылтек, температура, нымдуулук, рН мааниси жана башкалар тамак-аштын бузулушуна алып келиши мүмкүн, бирок негизги фактор - бул микроорганизмдер, ошондуктан микроорганизмдерди жок кылуу үчүн жогорку температурада бышыруу тамак-ашты узак убакытка сактоонун маанилүү ыкмасы болуп саналат.
Тамак-аш азыктарын стерилдөөнү 72 ℃ пастерлөө, 100 ℃ кайнатуу стерилдөө, 121 ℃ жогорку температурада бышыруу стерилдөө, 135 ℃ жогорку температурада бышыруу стерилдөө жана 145 ℃ өтө жогорку температурада заматта стерилдөө деп бөлүүгө болот, ошондой эле кээ бир өндүрүүчүлөр болжол менен 110 ℃ стандарттуу эмес температурада стерилдөөнү колдонушат. Ар кандай продукциялардын стерилдөө шарттарына жараша, Clostridium botulinum бактериясын жок кылуу эң кыйын стерилдөө шарттары 1-таблицада көрсөтүлгөн.
1-таблица Clostridium botulinum спораларынын температурага байланыштуу өлүм убактысы
| температура ℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Өлүм убактысы (мүнөт) | 330 | 100 | 32 | 10 | 4 | 80-жылдар | 30s | 10s |
2. Буу казанынын чийки затынын мүнөздөмөлөрү
Жогорку температурада бышыруу үчүн реторт баштыктары төмөнкү касиеттерге ээ:
Узак мөөнөттүү таңгактоо функциясы, туруктуу сактоо, бактериялардын өсүшүнүн алдын алуу, жогорку температурада стерилдөө туруктуулугу ж.б.
Бул тез даярдалуучу азык-түлүк таңгактоо үчүн ылайыктуу абдан жакшы композиттик материал.
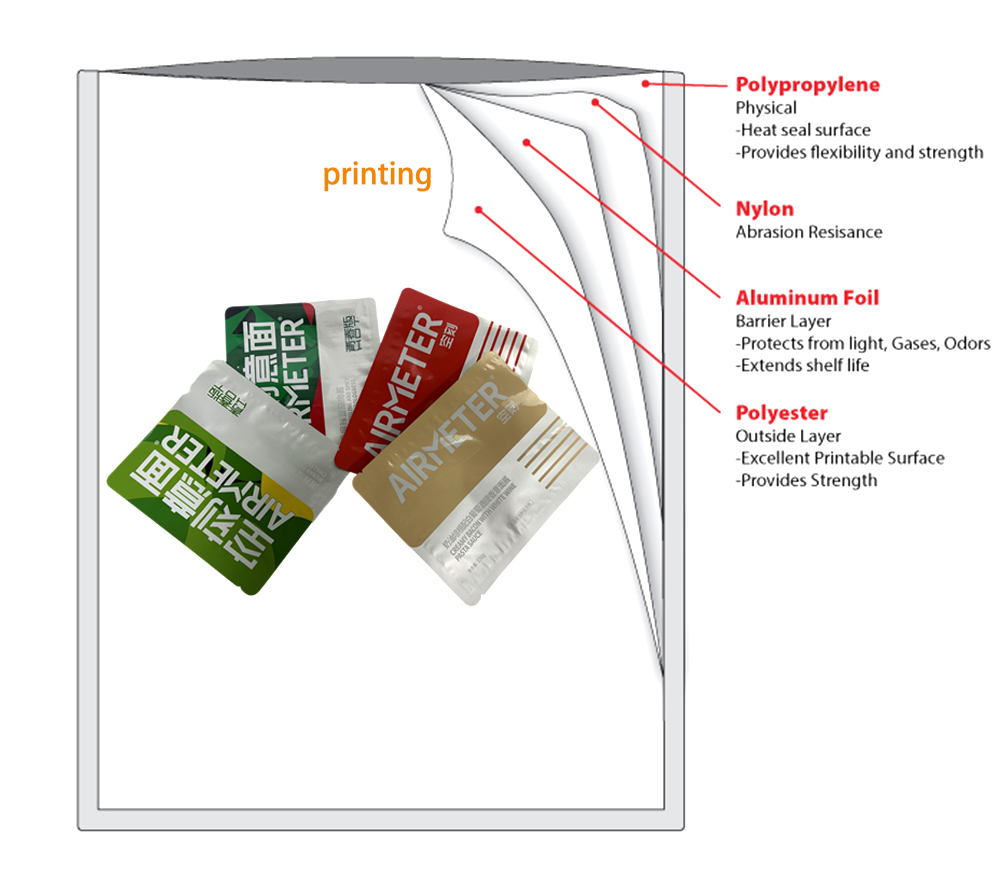
ПЭТ/жабышчаак/алюминий фольга/жабышчаак желим/нейлон/RCPP типтүү түзүлүш сыноосу
Үч катмарлуу PET/AL/RCPP түзүлүшү бар жогорку температуралуу ретортинг баштыгы
МАТЕРИАЛДЫК НУСКАМА
(1) ПЭТ пленкасы
BOPET тасмасынын бири барэң жогорку созулуу күчтөрүбардык пластикалык пленкалардын ичинен эң мыктысы жана жогорку катуулук жана катуулук менен өтө жука буюмдардын муктаждыктарын канааттандыра алат.
Ысыкка жана суукка эң сонун туруктуулук.BOPET пленкасынын тиешелүү температура диапазону 70℃ -150℃ аралыгында, ал кеңири температура диапазонунда эң сонун физикалык касиеттерди сактай алат жана продуктунун көпчүлүк таңгактоосуна ылайыктуу.
Мыкты тосмо аткаруу.Ал нымдуулукка катуу таасир эткен нейлондон айырмаланып, эң сонун комплекстүү суу жана аба тосмо касиетине ээ, анын сууга туруктуулугу PEге окшош жана аба өткөрүмдүүлүк коэффициенти өтө кичинекей. Ал абага жана жытка өтө жогорку тосмо касиетке ээ жана жыпар жытты сактоочу материалдардын бири.
Химиялык туруктуулук, майларга жана майларга, көпчүлүк эриткичтерге жана суюлтулган кислоталар менен щелочторго туруктуу.
(2) БОПА ФИЛЬМИ
BOPA пленкалары эң сонун бышыктыкка ээ.Пластик материалдарынын ичинен эң мыктыларынын катарына тартылуу күчү, айрылуу күчү, соккуга туруктуулук жана айрылуу күчү кирет.
Мыкты ийкемдүүлүк, ийне тешикке туруктуулук, тешиктин мазмунун тазалоо оңой эмес, BOPAнын негизги өзгөчөлүгү, жакшы ийкемдүүлүк, бирок ошол эле учурда таңгакты жагымдуу кылат.
Жакшы тосмо касиеттери, жытты жакшы сактоо, күчтүү кислоталардан башка химиялык заттарга туруктуулук, айрыкча майга эң сонун туруктуулук.
Иштөө температураларынын кеңири диапазону жана 225°C эрүү температурасы менен, аны -60°C жана 130°C ортосундагы узак убакыт бою колдонсо болот. BOPAнын механикалык касиеттери төмөнкү жана жогорку температураларда сакталат.
BOPA пленкасынын иштешине нымдуулук чоң таасир этет, ал эми өлчөмдүү туруктуулукка жана тосмо касиеттерине нымдуулук таасир этет. BOPA пленкасы нымдуулукка дуушар болгондон кийин, бырыштан тышкары, ал жалпысынан горизонталдуу түрдө узарат. Узунунан кыскаруу, узаруу ылдамдыгы 1% га чейин.
(3) CPP пленкасы полипропилен пленкасы, жогорку температурага туруктуулугу, жакшы жылуулук өткөрбөөчү касиети;
CPP пленкасы куюлган полипропилен пленкасынан, бинардык кокустук сополипропилен чийки затын колдонгон CPP жалпы бышыруучу пленкасынан жасалган, 121-125 ℃ жогорку температурада стерилдөөдөн жасалган пленка баштыгы 30-60 мүнөткө туруштук бере алат.
Блок сополипропилен чийки затын колдонгон CPP жогорку температурадагы бышыруучу пленкасы, пленка баштыктарынан жасалган, 135 ℃ жогорку температурадагы стерилизацияга 30 мүнөт туруштук бере алат.
Иштөө талаптары: Викат жумшартуу температурасы бышыруу температурасынан жогору болушу керек, соккуга туруктуулугу жакшы болушу керек, чөйрөгө жакшы туруктуулук, балыктын көзү жана кристаллдын чекити мүмкүн болушунча аз болушу керек.
121 ℃ 0.15Mpa басым менен бышыруу стерилизациясына туруштук бере алат, тамактын формасын, даамын дээрлик сактайт жана пленкасы жарылбайт, сыйрылбайт же жабышпайт, жакшы туруктуулукка ээ; көбүнчө нейлон пленкасы же полиэстер пленкасы кошулган, таңгак шорпо түрүндөгү тамак-ашты, ошондой эле фрикаделькаларды, чүчпараларды, күрүчтөрдү жана башка кайра иштетилген тоңдурулган азыктарды камтыйт.
(4) Алюминий фольга
Алюминий фольга ийкемдүү таңгактоочу материалдардагы жалгыз металл фольга болуп саналат, алюминий фольга металл материал болуп саналат, анын суу өткөрбөй турган, газ өткөрбөй турган, жарык өткөрбөй турган, даамын сактап кала турган касиети башка таңгактоочу материалдар менен салыштыруу кыйын. Алюминий фольга ийкемдүү таңгактоочу материалдардагы жалгыз металл фольга болуп саналат. Ал 121 ℃ 0.15Mpa басым менен бышыруу стерилизациясына туруштук бере алат, тамактын формасын, даамын жана пленканын жарылбай, сыйрылып кетпей же жабышпай тургандыгын камсыз кылат, жакшы туруктуулукка ээ; көбүнчө нейлон пленкасы же полиэстер пленкасы менен композиттелген, шорпо тамак-ашын камтыган таңгак, фрикаделькалар, чүчпаралар, күрүч жана башка кайра иштетилген тоңдурулган тамак-аштар.
(5) Сыя
Басып чыгаруу үчүн полиуретан негизиндеги сыя колдонулган буу баштыктары, калдык эриткичтердин аз болушун талап кылат, жогорку курамдык бекемдикке ээ, бышыргандан кийин түсү өзгөрбөйт, бөлүкчөлөр жок, бырыштар пайда болбойт, мисалы, бышыруу температурасы 121 ℃ ашпайт, сыянын температурага туруктуулугун жогорулатуу үчүн белгилүү бир пайыздык катуулаткыч кошулушу керек.
Сыя гигиенасы өтө маанилүү, кадмий, коргошун, сымап, хром, мышьяк жана башка оор металлдар сыяктуу оор металлдар жаратылыш чөйрөсүнө жана адамдын денесине олуттуу коркунуч келтириши мүмкүн. Экинчиден, сыянын өзү материалдын курамы болуп саналат, сыяга ар кандай байланыштар, пигменттер, боёктор, көбүктөндүрүүчү, антистатикалык, пластификаторлор жана башка коопсуздук коркунучтары сыяктуу ар кандай кошулмалар кирет. Ар кандай оор металл пигменттерин, гликоль эфирин жана эфир кошулмаларын кошууга жол берилбеши керек. Эриткичтерде бензол, формальдегид, метанол, фенол, байланыштыргычтарда эркин толуол диизоцианаты, пигменттерде ПХБ, ароматтык аминдер ж.б. болушу мүмкүн.
(6) Желимдер
Эки компоненттүү полиуретан желимин колдонгон бууландыргычтын кайра иштетүүчү баштыкчасынын композити, негизги агент үч түргө ээ: полиэстер полиол, полиэфир полиол, полиуретан полиол. Катууруучу агенттердин эки түрү бар: ароматтык полиизоцианат жана алифатикалык полиизоцианат. Жогорку температурага туруктуу буулануучу желим төмөнкү мүнөздөмөлөргө ээ:
●Жогорку катуу заттар, аз илешкектүүлүк, жакшы жайылуу.
●Башында эң сонун адгезия, буулангандан кийин кабыгынын бекемдигин жоготпойт, өндүрүштө туннелдөө болбойт, буулангандан кийин бырышпайт.
●Желим гигиеналык жактан коопсуз, уулуу эмес жана жытсыз.
●Реакциянын ылдамдыгы жогорулайт жана бышып жетилүү убактысы кыскарат (пластик-пластик композиттик буюмдар үчүн 48 сааттын ичинде жана алюминий-пластик композиттик буюмдар үчүн 72 сааттын ичинде).
●Каптоо көлөмү аз, байланышуу күчү жогору, ысыкка туруктуулугу жогору, температурага жакшы туруктуу.
● Суюлтуудагы илешкектүүлүгү төмөн, катуу абалда иштөөгө жөндөмдүү жана жакшы жайылат.
●Кеңири колдонуу чөйрөсү, ар кандай пленкаларга ылайыктуу.
●Каршылыкка (ысыкка, үшүккө, кислотага, щелочко, тузга, майга, ачууга ж.б.) жакшы туруктуулук.
Желимдердин гигиенасы ароматтык изоцианаттар менен суунун ортосундагы химиялык реакциядан келип чыккан баштапкы ароматтык амин PAA (баштапкы ароматтык амин) өндүрүшүнөн башталат, ал эки компоненттүү сыяларды басып чыгарууда жана ламинациялоочу желимдерде. PAAнын пайда болушу ароматтык изоцианаттардан алынат, бирок алифаттык изоцианаттардан, акрилдерден же эпоксиддик негиздеги желимдерден эмес. Бүтпөгөн, төмөнкү молекулярдык заттардын жана калдык эриткичтердин болушу да коопсуздукка коркунуч келтириши мүмкүн. Бүтпөгөн төмөнкү молекулалардын жана калдык эриткичтердин болушу да коопсуздукка коркунуч келтириши мүмкүн.
3. Бышыруучу баштыктын негизги түзүлүшү
Материалдын экономикалык жана физикалык-химиялык касиеттерине ылайык, тамак бышыруу үчүн баштыктар үчүн төмөнкү структуралар кеңири колдонулат.
Эки катмар: PET/CPP, BOPA/CPP, GL-PET/CPP.
Үч катмар: ПЭТ/АЛ/КПП, БОПА/АЛ/КПП, ПЭТ/БОПА/КПП,
GL-PET/BOPA/CPP,PET/PVDC/CPP,PET/EVOH/CPP,BOPA/EVOH/CPP
ТӨРТ КАТМАР: ПЭТ/ПА/АЛ/КПП, ПЭТ/АЛ/ПА/КПП
Көп кабаттуу курулуш.
PET/EVOH биргелешип экструзияланган пленкасы /CPP, PET/PVDC биргелешип экструзияланган пленкасы /CPP,PA/PVDC биргелешип экструзияланган пленкасы /CPP PET/EVOH биргелешип экструзияланган пленкасы, PA/PVDC биргелешип экструзияланган пленкасы
4. Бышыруучу баштыктын структуралык мүнөздөмөлөрүн талдоо
Бышыруучу баштыктын негизги түзүлүшү үстүнкү катмардан/ортоңку катмардан/жылуулукту өткөрбөөчү катмардан турат. Үстүнкү катмар, адатта, PET жана BOPAдан жасалат, алар бекемдикти колдоо, ысыкка туруктуулук жана жакшы басып чыгаруу ролун ойнойт. Ортоңку катмар Al, PVDC, EVOH, BOPAдан жасалат, алар негизинен тосмо, жарыкты коргоо, эки тараптуу композит ж.б. ролду ойнойт. Жылуулукту өткөрбөөчү катмар ар кандай типтеги CPP, EVOH, BOPA ж.б.дан жасалат. Жылуулукту өткөрбөөчү катмар ар кандай типтеги CPP, биргелешип экструзияланган PP жана PVDC, EVOH биргелешип экструзияланган пленкалардан турат, бышырууда 110 ℃ төмөн температурада да LLDPE пленкасын тандоо керек, негизинен жылуулукту өткөрбөө, тешүүгө туруктуулук, химиялык туруктуулук сыяктуу ролду ойнойт, бирок ошондой эле материалдын адсорбциясы төмөн, гигиена жакшы.
4.1 ПЭТ/желим/ПЭ
Бул түзүлүштү PA / желим / PEге, PEди HDPE, LLDPE, MPEге өзгөртүүгө болот, ошондой эле аз сандагы атайын HDPE пленкасын колдонсо болот, анткени PE температурага туруктуу, адатта 100 ~ 110 ℃ же андан жогору стерилденген баштыктар үчүн колдонулат; желимди кадимки полиуретан желиминен жана кайнак желимден тандай аласыз, эт таңгактоо үчүн ылайыктуу эмес, тосмо начар, буулангандан кийин баштык бырышып калат, кээде пленканын ички катмары бири-бирине жабышып калат. Негизинен, бул түзүлүш жөн гана кайнатылган баштык же пастерленген баштык.
4.2 ПЭТ/желим/CPP
Бул түзүлүш типтүү тунук бышыруучу баштыктын түзүлүшү болуп саналат, көпчүлүк бышыруучу азыктарды таңгактоого болот, бул продуктунун көрүнүктүүлүгү менен мүнөздөлөт, сиз анын ичиндегисин түз көрө аласыз, бирок таңгактоого мүмкүн эмес, продуктунун жарыгынан качуу керек. Продукция тийүүгө кыйын, көп учурда тегерек бурчтарды тешип коюу керек. Продукциянын бул түзүлүшү, адатта, 121 ℃ стерилдөөдөн өтөт, кадимки жогорку температурадагы бышыруучу желим, кадимки класстагы бышыруучу CPP болушу мүмкүн. Бирок, желимдин классынын кичирейүү ылдамдыгы аз болушу керек, болбосо желим катмарынын кысылышы сыянын кыймылдашына алып келет, буулангандан кийин бөлүкчөлөрдүн пайда болушу мүмкүн.
4.3 BOPA/желим/CPP
Бул 121℃ температурада бышыруу үчүн стерилдөөчү, жакшы тунук, жумшак тийүүчү жана жакшы тешилүүгө туруктуу болгон кеңири таралган тунук бышыруучу баштыктар. Ошондой эле, бул продукт жеңил таңгактоодон качуу зарылдыгы үчүн колдонулбайт.
BOPAнын нымдуулук өткөрүмдүүлүгү жогору болгондуктан, басылган продукцияларда буулануу оңой, түс өткөрүмдүүлүгү байкалат, айрыкча кызыл сериядагы сыя бетке сиңип кетет, сыя өндүрүүдө көп учурда катуулантуучу агентти кошуу керек болот. Мындан тышкары, BOPAдагы сыянын адгезиясы төмөн болгондо, бирок жабышууга каршы көрүнүштү, айрыкча жогорку нымдуулуктагы чөйрөдө, пайда кылуу оңой. Жарым фабрикаттар жана даяр баштыктар иштетилип жатканда мөөр басып, таңгакталышы керек.
4.4 KPET/CPP, KBOPA/CPP
Бул түзүлүш көп колдонулбайт, продукттун тунуктугу жакшы, жогорку тоскоолдук касиеттерине ээ, бирок аны 115 ℃ төмөн стерилдөө үчүн гана колдонсо болот, температурага туруктуулугу бир аз начар жана анын ден соолугуна жана коопсуздугуна күмөн саноолор бар.
4.5 ПЭТ/БОПА/КПП
Бул продуктунун түзүлүшү жогорку бекемдикке, жакшы тунуктукка, жакшы тешилүүгө туруктуулукка ээ, PET жана BOPAнын кичирейүү ылдамдыгынын айырмасы чоң, жалпысынан 121 ℃ жана андан төмөн продуктунун таңгагында колдонулат.
Алюминий камтыган түзүлүштү колдонуунун ордуна, продукциянын ушул түзүлүшүн тандоодо таңгактын ичиндегиси кислоталуураак же щелочтуураак болот.
Сырткы желим катмарын кайнатылган желимди тандоо үчүн колдонсо болот, баасын тиешелүү түрдө төмөндөтүүгө болот.
4.6 ПЭТ/Ал/CPP
Бул эң типтүү тунук эмес бышыруучу баштыктын түзүлүшү, ар кандай сыя, желим, CPP, бышыруу температурасына жараша 121 ~ 135 ℃ чейин колдонулушу мүмкүн.
ПЭТ/бир компоненттүү сыя/жогорку температурадагы желим/Al7µm/жогорку температурадагы желим/CPP60µm түзүлүшү 121℃ бышыруу талаптарына жете алат.
ПЭТ/Эки компоненттүү сыя/Жогорку температурадагы желим/Al9µm/Жогорку температурадагы желим/Жогорку температурадагы CPP70µm түзүлүшү 121℃ бышыруу температурасынан жогору болушу мүмкүн, ал эми тосмо касиети жогорулайт жана сактоо мөөнөтү бир жылдан ашык убакытка узартылышы мүмкүн.
4.7 BOPA/Al/CPP
Бул түзүлүш жогорудагы 4.6 түзүлүшүнө окшош, бирок BOPAнын сууну сиңирүүсү жана кичирейишинен улам, ал 121 ℃ жогору жогорку температурада бышыруу үчүн ылайыктуу эмес, бирок тешүүгө туруктуулугу жакшыраак жана ал 121 ℃ бышыруу талаптарына жооп бере алат.
4.8 ПЭТ/ПВДК/КПП, БОПА/ПВДК/КПП
Бул продукт тосмосунун түзүлүшү абдан жакшы, 121 ℃ жана андан кийинки температурада бышыруу стерилдөөсүнө ылайыктуу, ал эми кычкылтек продуктунун тосмо талаптарына жогорку деңгээлде жооп берет.
Жогорудагы түзүлүштөгү PVDCди жогорку тосмо касиетке ээ болгон EVOH менен алмаштырууга болот, бирок анын тосмо касиети жогорку температурада стерилденгенде байкаларлык түрдө төмөндөйт жана BOPAны беттик катмар катары колдонууга болбойт, болбосо температуранын жогорулашы менен тосмо касиети кескин төмөндөйт.
4.9 ПЭТ/Ал/БОПА/CPP
Бул жогорку өндүрүмдүүлүктөгү бышыруучу баштыктардын конструкциясы, ал дээрлик бардык бышыруучу продуктуларды таңгактай алат жана 121ден 135 градуска чейинки температурага туруштук бере алат.
I түзүлүш: PET12µm/жогорку температурадагы желим/Al7µm/жогорку температурадагы желим/BOPA15µm/жогорку температурадагы желим/CPP60µm, бул түзүлүш жакшы тосмо, жакшы тешилүүгө туруктуулук, жакшы жарыкты сиңирүү күчү жана 121℃ үчүн эң сонун бышыруу баштыгынын бир түрү.

II түзүлүш: PET12µm/жогорку температурадагы желим/Al9µm/жогорку температурадагы желим/BOPA15µm/жогорку температурадагы желим/жогорку температурадагы CPP70µm, бул түзүлүш, I түзүлүшүнүн бардык иштөө мүнөздөмөлөрүнөн тышкары, 121 ℃ жана андан жогору жогорку температурада бышыруу мүнөздөмөлөрүнө ээ. III түзүлүш: PET/желим A/Al/желим B/BOPA/желим C/CPP, А желиминин желиминин көлөмү 4г/㎡, В желиминин желиминин көлөмү 3г/㎡ жана С желиминин желиминин көлөмү 5-6г/㎡, бул талаптарды канааттандырып, А желиминин жана В желиминин желиминин көлөмүн азайтып, чыгымдарды тийиштүү түрдө үнөмдөй алат.
Башка учурда, А желими жана В желими жакшы кайноо классындагы желимден жасалган, ал эми С желими жогорку температурага чыдамдуу желимден жасалган, ал ошондой эле 121℃ кайноо талабын канааттандыра алат жана ошол эле учурда чыгымдарды азайтат.
IV түзүлүш: ПЭТ/желим/BOPA/желим/Al/желим/CPP, бул түзүлүш BOPA которулган абалда, продуктунун жалпы иштеши олуттуу өзгөргөн жок, бирок BOPAнын бышыктыгы, тешилүүгө туруктуулугу, жогорку композиттик бекемдиги жана башка артыкчылыктуу өзгөчөлүктөрү бул түзүлүшкө толук кандуу таасир эткен жок, ошондуктан, салыштырмалуу аз колдонулат.
4.10 ПЭТ/ Ко-экструдирленген CPP
Бул түзүлүштөгү биргелешип экструзияланган CPP, адатта, жогорку тоскоолдук касиеттерине ээ болгон 5 катмарлуу жана 7 катмарлуу CPPди билдирет, мисалы:
PP/байланышуу катмары/EVOH/байланышуу катмары/PP;
PP/байланышуу катмары/PA/байланышуу катмары/PP;
PP/байланышкан катмар/PA/EVOH/PA/байланышкан катмар/PP ж.б.;
Ошондуктан, биргелешип экструзияланган CPP колдонуу продуктунун бышыктыгын жогорулатат, вакуумдоо учурунда таңгактардын сынышын, жогорку басымды жана басымдын өзгөрүшүн азайтат жана тосмо касиеттеринин жакшырышынан улам сактоо мөөнөтүн узартат.
Кыскасы, жогорку температурада бышыруучу баштыктын түзүлүшү, жогоруда айтылгандар жалпы түзүлүштүн алдын ала анализи гана болуп саналат, жаңы материалдардын, жаңы технологиялардын өнүгүшү менен жаңы структуралар пайда болот, ошондуктан бышыруучу таңгактоодо көбүрөөк тандоо болот.
Жарыяланган убактысы: 2024-жылдын 13-июлу


