
Les sachets stérilisables sont issus des recherches et du développement des boîtes souples au milieu du XXe siècle. Les boîtes souples désignent les emballages entièrement composés de matériaux souples ou les contenants semi-rigides dont au moins une partie de la paroi ou du couvercle est constituée de matériaux souples, notamment les sachets stérilisables, les boîtes stérilisables, les saucisses ficelées, etc. La forme la plus courante aujourd'hui est le sachet stérilisable haute température préfabriqué. Comparés aux boîtes rigides traditionnelles en métal, en verre ou autres, les sachets stérilisables présentent les caractéristiques suivantes :
● L'épaisseur réduite du matériau d'emballage et la rapidité du transfert de chaleur permettent de raccourcir le temps de stérilisation. Par conséquent, la couleur, l'arôme et le goût du contenu sont peu altérés, et la perte de nutriments est minime.
● L'emballage est léger et compact, ce qui permet d'économiser les matériaux d'emballage et de réduire les coûts de transport.

●Peut imprimer des motifs exquis.
●Il a une longue durée de conservation (6 à 12 mois) à température ambiante et est facile à sceller et à ouvrir.
● Aucune réfrigération n'est nécessaire, ce qui permet de réaliser des économies sur les coûts de réfrigération.
●Il convient à l'emballage de nombreux types d'aliments, tels que la viande et la volaille, les produits aquatiques, les fruits et légumes, diverses céréales et les soupes.
●Il peut être chauffé avec son emballage pour éviter que la saveur ne se perde, particulièrement adapté au travail sur le terrain, aux voyages et à l'alimentation militaire.
La production complète de sacs de cuisson, incluant le type de contenu, l'assurance qualité et une compréhension globale de la conception structurelle du produit, du substrat et de l'encre, du choix de l'adhésif, du processus de production, des tests du produit, du contrôle du processus d'emballage et de stérilisation, etc., est essentielle car la conception structurelle du sac de cuisson est au cœur du processus. Il s'agit donc d'une analyse approfondie, qui ne se limite pas à l'analyse de la configuration du substrat du produit, mais qui examine également plus en détail les performances des différents produits structurels, leur utilisation, leur sécurité et leur hygiène, leur rentabilité, etc.
1. Altération et stérilisation des aliments
Les êtres humains vivent dans un environnement microbien ; toute la biosphère terrestre est constituée d'innombrables micro-organismes. Si la reproduction microbienne des aliments dépasse une certaine limite, les aliments se gâtent et deviennent impropres à la consommation.
Les bactéries courantes responsables de la détérioration des aliments sont Pseudomonas et Vibrio, toutes deux thermorésistantes. Les entérobactéries meurent à 60 °C pendant 30 minutes, tandis que certaines espèces de lactobacilles peuvent résister à 65 °C pendant 30 minutes. Bacillus résiste généralement à une température de 95 à 100 °C pendant plusieurs minutes, et quelques-unes peuvent même supporter 120 °C pendant 20 minutes. Outre les bactéries, les aliments contiennent également de nombreux champignons, notamment Trichoderma et des levures. La lumière, l'oxygène, la température, l'humidité et le pH peuvent aussi altérer les aliments, mais les micro-organismes restent le principal facteur. C'est pourquoi la cuisson à haute température, permettant d'éliminer les micro-organismes, est une méthode essentielle pour la conservation des aliments à long terme.
La stérilisation des produits alimentaires peut être classée en plusieurs méthodes : pasteurisation à 72 °C, stérilisation par ébullition à 100 °C, stérilisation par cuisson à haute température à 121 °C et 135 °C, et stérilisation instantanée à ultra-haute température à 145 °C. Certains fabricants utilisent également une température de stérilisation non standard d’environ 110 °C. Le tableau 1 présente les conditions de stérilisation les plus efficaces pour éliminer Clostridium botulinum, en fonction du produit.
Tableau 1. Durée de vie des spores de Clostridium botulinum en fonction de la température
| température℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Heure du décès (minutes) | 330 | 100 | 32 | 10 | 4 | années 80 | 30s | 10s |
2. Caractéristiques des matières premières pour sacs vapeur
Sachets de cuisson haute température pour autocuiseur présentant les caractéristiques suivantes :
Fonction d'emballage longue durée, stockage stable, prévention de la prolifération bactérienne, résistance à la stérilisation à haute température, etc.
C'est un excellent matériau composite, parfaitement adapté aux emballages alimentaires instantanés.
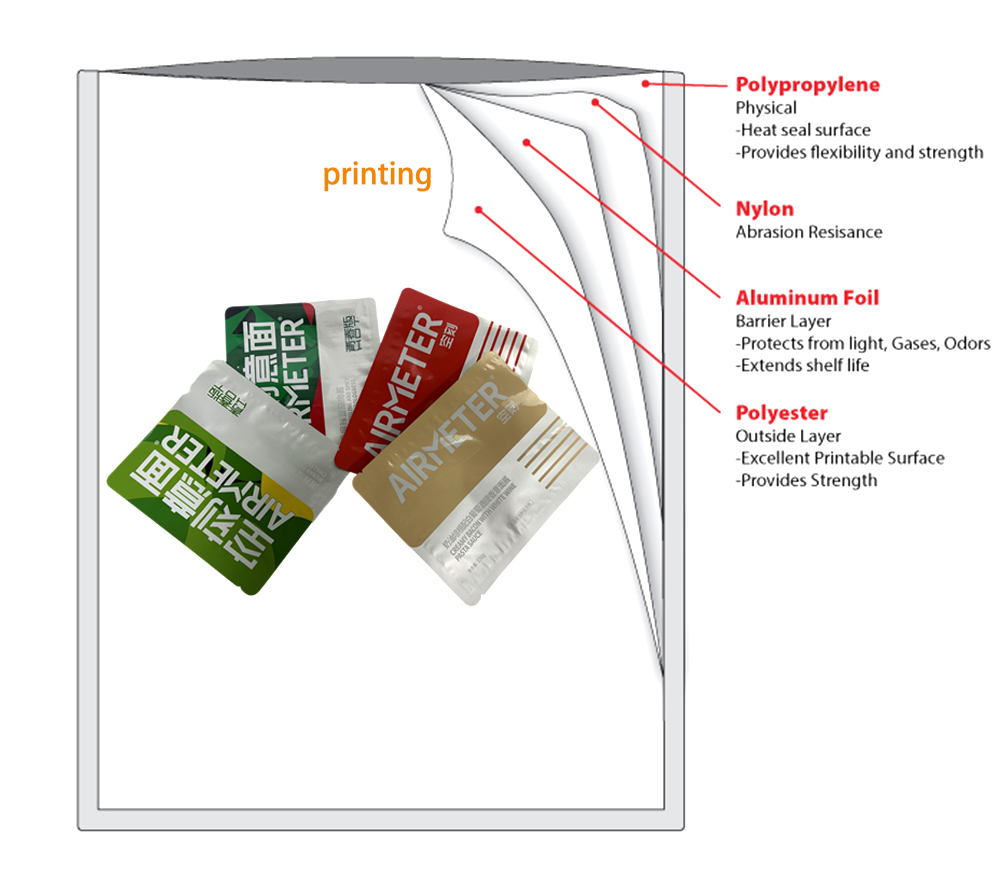
Test de structure typique PET/adhésif/feuille d'aluminium/colle adhésive/nylon/RCPP
Sac de stérilisation haute température à structure triple couche PET/AL/RCPP
INSTRUCTIONS MATÉRIELLES
(1) Film PET
Le film BOPET a l'un desles résistances à la traction les plus élevéesde tous les films plastiques, et peut répondre aux besoins de produits très fins avec une rigidité et une dureté élevées.
Excellente résistance au froid et à la chaleur.La plage de températures d'utilisation du film BOPET est de 70℃ à 150℃, ce qui lui permet de conserver d'excellentes propriétés physiques dans une large plage de températures et le rend adapté à la plupart des emballages de produits.
Excellentes performances de barrière.Ce matériau offre d'excellentes performances d'étanchéité à l'eau et à l'air. Contrairement au nylon, très sensible à l'humidité, sa résistance à l'eau est comparable à celle du PE, et son coefficient de perméabilité à l'air est extrêmement faible. Il constitue une barrière très efficace contre l'air et les odeurs, et est idéal pour la conservation des parfums.
Résistance chimique, résistant aux huiles et graisses, à la plupart des solvants et aux acides et bases dilués.
(2)BOPA FILM
Les films BOPA possèdent une excellente résistance.La résistance à la traction, la résistance à la déchirure, la résistance aux chocs et la résistance à la rupture figurent parmi les meilleures des matériaux plastiques.
Une flexibilité exceptionnelle, une résistance aux perforations, une faible propension du contenu à être percé : telles sont les principales caractéristiques du BOPA, qui offre une bonne flexibilité tout en conférant à l'emballage une sensation agréable au toucher.
Bonnes propriétés de barrière, bonne rétention du parfum, résistance aux produits chimiques autres que les acides forts, et notamment excellente résistance aux huiles.
Grâce à sa large plage de températures de fonctionnement et à son point de fusion de 225 °C, il peut être utilisé pendant de longues périodes entre -60 °C et 130 °C. Les propriétés mécaniques du BOPA sont conservées aussi bien à basse qu'à haute température.
Les performances du film BOPA sont fortement influencées par l'humidité, qui affecte à la fois sa stabilité dimensionnelle et ses propriétés de barrière. Après exposition à l'humidité, le film BOPA présente, outre le froissement, un allongement horizontal et longitudinal pouvant atteindre 1 %.
(3) Film CPP film polypropylène, résistance aux hautes températures, bonnes performances de thermoscellage ;
Le film CPP est un film en polypropylène coulé, un film de cuisson général CPP utilisant des matières premières de copolymère aléatoire binaire, le sac en film fabriqué à partir de 121-125 ℃ peut résister à une stérilisation à haute température pendant 30 à 60 minutes.
Le film de cuisson haute température CPP, fabriqué à partir de matières premières en copolymère à blocs de polypropylène, peut résister à une stérilisation à haute température de 135 °C pendant 30 minutes.
Les exigences de performance sont les suivantes : la température de ramollissement Vicat doit être supérieure à la température de cuisson, la résistance aux chocs doit être bonne, la résistance aux milieux doit être bonne, les yeux de poisson et les points de cristallisation doivent être aussi faibles que possible.
Résiste à la stérilisation par cuisson sous pression à 121 °C et 0,15 MPa, préserve presque entièrement la forme et la saveur des aliments, et le film ne se fissure pas, ne se décolle pas et ne colle pas, offrant une bonne stabilité ; souvent composé de films en nylon ou en polyester, il est utilisé pour l'emballage de plats en soupe, ainsi que de boulettes de viande, de raviolis, de riz et d'autres aliments surgelés transformés.
(4) Papier aluminium
Le papier aluminium est le seul film métallique utilisé dans les emballages souples. Matériau métallique, il offre des propriétés d'étanchéité à l'eau, aux gaz et à la lumière, ainsi qu'une excellente conservation des saveurs, difficiles à égaler avec d'autres matériaux d'emballage. Résistant à la stérilisation sous pression (121 °C et 0,15 MPa), il préserve la forme et la saveur des aliments et évite les fissures, le décollement et le décollement du film, garantissant ainsi une grande stabilité. Il est souvent associé à des films de nylon ou de polyester pour emballer des soupes, des boulettes de viande, des raviolis, du riz et autres aliments transformés et surgelés.
(5) ENCRE
Pour les sacs de cuisson à la vapeur utilisant une encre à base de polyuréthane pour l'impression, les exigences sont les suivantes : faible teneur en solvants résiduels, résistance composite élevée, absence de décoloration après cuisson, absence de délamination et de plis ; par exemple, lorsque la température de cuisson dépasse 121 °C, un certain pourcentage de durcisseur doit être ajouté pour augmenter la résistance à la température de l'encre.
L'hygiène des encres est primordiale. Les métaux lourds tels que le cadmium, le plomb, le mercure, le chrome, l'arsenic et autres peuvent présenter un danger grave pour l'environnement et la santé humaine. Par ailleurs, la composition même de l'encre est cruciale : elle contient divers liants, pigments, colorants et additifs, comme des agents antimousse, antistatiques, plastifiants et autres substances potentiellement dangereuses. L'ajout de pigments contenant des métaux lourds, d'éthers de glycol ou d'esters est proscrit. Les solvants peuvent contenir du benzène, du formaldéhyde, du méthanol ou du phénol ; les liants, du diisocyanate de toluène libre ; et les pigments, des PCB, des amines aromatiques, etc.
(6) Adhésifs
Les sacs de stérilisation à la vapeur sont composés d'un adhésif polyuréthane bi-composant, dont le principal peut être de trois types : polyester polyol, polyéther polyol ou polyuréthane polyol. Deux types d'agents de durcissement sont utilisés : polyisocyanate aromatique et polyisocyanate aliphatique. Cet adhésif de stérilisation à la vapeur haute température présente les caractéristiques suivantes :
●Tenue élevée en matières solides, faible viscosité, bonne étalabilité.
●Excellente adhérence initiale, aucune perte de résistance au pelage après le passage à la vapeur, pas de formation de tunnels lors de la production, pas de plis après le passage à la vapeur.
● L'adhésif est hygiéniquement sûr, non toxique et inodore.
●Vitesse de réaction plus rapide et temps de maturation plus court (en 48 heures pour les produits composites plastique-plastique et en 72 heures pour les produits composites aluminium-plastique).
●Faible volume de revêtement, forte adhérence, forte résistance au thermoscellage, bonne résistance à la température.
● Faible viscosité de dilution, peut être un travail à l'état solide élevé et bonne étalabilité.
● Large gamme d'applications, convient à une variété de films.
●Bonne résistance aux (chaleur, gel, acides, alcalis, sel, huile, épices, etc.).
L'hygiène des adhésifs commence par la production de l'amine aromatique primaire (AAP), issue de la réaction chimique entre les isocyanates aromatiques et l'eau dans les encres d'impression bi-composantes et les adhésifs de lamination. La formation d'AAP provient des isocyanates aromatiques, et non des isocyanates aliphatiques, des acryliques ou des adhésifs à base d'époxy. La présence de substances non finies de faible masse moléculaire et de solvants résiduels peut également présenter un risque pour la sécurité.
3. Structure principale du sac de cuisson
En fonction des propriétés économiques, physiques et chimiques du matériau, les structures suivantes sont couramment utilisées pour les sacs de cuisson.
DEUX couches : PET/CPP, BOPA/CPP, GL-PET/CPP.
TROIS Couches : PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP, PET/PVDC/CPP, PET/EVOH/CPP, BOPA/EVOH/CPP
QUATRE COUCHES : PET/PA/AL/CPP, PET/AL/PA/CPP
Structure à plusieurs étages.
Film coextrudé PET/EVOH /CPP, film coextrudé PET/PVDC /CPP, film coextrudé PA/PVDC /CPP, film coextrudé PET/EVOH, film coextrudé PA/PVDC
4. Analyse des caractéristiques structurelles du sac de cuisson
La structure de base d'un sac de cuisson se compose d'une couche de surface, d'une couche intermédiaire et d'une couche de thermoscellage. La couche de surface est généralement en PET et BOPA, assurant la solidité, la résistance à la chaleur et une bonne impression. La couche intermédiaire est en aluminium, PVDC, EVOH ou BOPA et joue principalement le rôle de barrière, de protection contre la lumière et de composite double face. La couche de thermoscellage est composée de différents types de CPP, d'EVOH, de BOPA, etc. Le choix de la couche de thermoscellage se porte sur différents types de CPP, de PP et PVDC coextrudés, ou de films coextrudés EVOH. Pour une cuisson à une température inférieure à 110 °C, un film LLDPE est recommandé. Ce dernier assure la thermoscellage, la résistance à la perforation et aux produits chimiques, tout en présentant une faible adsorption de substances et en garantissant une bonne hygiène.
4.1 PET/colle/PE
Cette structure peut être modifiée en PA/colle/PE. Le PE peut être remplacé par du PEHD, du PEBDL ou du PEMP. Il existe également quelques films PEHD spéciaux. Grâce à sa résistance à la température, le PE est généralement utilisé pour les sachets stérilisés à environ 100-110 °C. La colle peut être une colle polyuréthane ordinaire ou une colle pour cuisson. Cependant, elle n'est pas adaptée à l'emballage de la viande : son imperméabilité est faible, le sachet se froisse après la cuisson à la vapeur et les couches internes du film peuvent coller entre elles. En résumé, cette structure correspond à un sachet pour cuisson ou pasteurisation.
4.2 PET/colle/CPP
Ce type de sachet transparent est typique des sachets de cuisson. Il convient à la plupart des produits culinaires et se caractérise par la visibilité du contenu, permettant de voir directement ce dernier. Cependant, il est impératif d'éviter toute exposition à la lumière. Le produit est rigide au toucher et nécessite souvent d'arrondir les coins. Ce type de sachet est généralement stérilisé à 121 °C et utilise une colle de cuisson haute température ordinaire, de préférence une colle CPP de qualité standard. Il est toutefois important de choisir une colle à faible retrait, afin d'éviter que la contraction de la couche de colle n'entraîne un déplacement de l'encre et un risque de décollement après cuisson à la vapeur.
4.3 BOPA/colle/CPP
Il s'agit d'un sac de cuisson transparent standard pour la stérilisation à 121 °C. Il offre une bonne transparence, un toucher doux et une excellente résistance à la perforation. Ce produit ne convient pas aux emballages contenant des produits légers.
En raison de la forte perméabilité à l'humidité du BOPA, les produits imprimés peuvent présenter un phénomène de décoloration lors du passage à la vapeur, notamment pour les encres rouges qui pénètrent en surface. Il est souvent nécessaire d'ajouter un agent de durcissement pour éviter ce problème. De plus, la faible adhérence de l'encre au BOPA peut également entraîner un phénomène d'anticollage, particulièrement en milieu humide. Les produits semi-finis et les sacs finis doivent impérativement être scellés et emballés lors de leur transformation.
4.4 KPET/CPP, KBOPA/CPP
Cette structure est peu utilisée, la transparence du produit est bonne, avec des propriétés de barrière élevées, mais ne peut être utilisée pour la stérilisation qu'en dessous de 115 °C, la résistance à la température est légèrement inférieure, et il existe des doutes quant à sa santé et sa sécurité.
4,5 PET/BOPA/CPP
Cette structure du produit présente une grande résistance, une bonne transparence et une bonne résistance à la perforation. En raison de la grande différence de taux de retrait entre le PET et le BOPA, elle est généralement utilisée pour l'emballage de produits à 121 °C et moins.
Le contenu de l'emballage est plus acide ou plus alcalin lorsqu'on choisit cette structure de produits, plutôt que d'utiliser une structure contenant de l'aluminium.
La couche extérieure de colle peut être utilisée pour sélectionner la colle cuite, ce qui permet de réduire les coûts de manière appropriée.
4.6 PET/Al/CPP
Il s'agit de la structure de sac de cuisson non transparent la plus typique, selon les différentes encres, colles, CPP, une température de cuisson de 121 ~ 135 ℃ peut être utilisée dans cette structure.
La structure PET/encre monocomposante/adhésif haute température/Al7µm/adhésif haute température/CPP60µm peut atteindre les exigences de cuisson de 121℃.
La structure PET/encre bicomposante/adhésif haute température/Al9µm/adhésif haute température/CPP haute température 70µm peut supporter une température de cuisson supérieure à 121℃, ce qui augmente les propriétés de barrière et prolonge la durée de conservation, qui peut dépasser un an.
4.7 BOPA/Al/CPP
Cette structure est similaire à la structure 4.6 ci-dessus, mais en raison de la grande absorption d'eau et du rétrécissement du BOPA, elle ne convient pas à la cuisson à haute température au-dessus de 121 ℃, mais la résistance à la perforation est meilleure et elle peut répondre aux exigences de la cuisson à 121 ℃.
4.8 PET/PVDC/CPP, BOPA/PVDC/CPP
Cette structure de barrière du produit est très bonne, adaptée à la stérilisation par cuisson à 121 °C et aux températures suivantes, et le produit présente des exigences élevées en matière de barrière à l'oxygène.
Le PVDC de la structure ci-dessus peut être remplacé par de l'EVOH, qui possède également des propriétés de barrière élevées, mais ces propriétés diminuent sensiblement lorsqu'il est stérilisé à haute température, et le BOPA ne peut pas être utilisé comme couche de surface, sinon les propriétés de barrière diminuent fortement avec l'augmentation de la température.
4,9 PET/Al/BOPA/CPP
Il s'agit d'une conception haute performance de sachets de cuisson pouvant emballer pratiquement n'importe quel produit de cuisson et pouvant également résister à des températures de cuisson de 121 à 135 degrés Celsius.
Structure I : PET12µm/adhésif haute température/Al7µm/adhésif haute température/BOPA15µm/adhésif haute température/CPP60µm, cette structure possède une bonne barrière, une bonne résistance à la perforation, une bonne capacité d'absorption de la lumière et constitue un excellent sac de cuisson à 121℃.

Structure II : PET 12 µm/adhésif haute température/Al 9 µm/adhésif haute température/BOPA 15 µm/adhésif haute température/CPP haute température 70 µm. Cette structure, outre les performances de la structure I, résiste à une cuisson à haute température supérieure ou égale à 121 °C. Structure III : PET/colle A/Al/colle B/BOPA/colle C/CPP. La quantité de colle A est de 4 g/m², celle de colle B de 3 g/m² et celle de colle C de 5 à 6 g/m². Cette structure répond aux exigences tout en réduisant les quantités de colle A et B, ce qui permet de réaliser des économies substantielles.
Dans l'autre cas, la colle A et la colle B sont fabriquées à partir d'une colle de meilleure qualité pour l'ébullition, et la colle C est fabriquée à partir d'une colle résistante aux hautes températures, qui peut également répondre à l'exigence d'ébullition de 121℃, tout en réduisant les coûts.
Structure IV : PET/colle/BOPA/colle/Al/colle/CPP, cette structure est BOPA en position inversée, les performances globales du produit n'ont pas changé de manière significative, mais la ténacité, la résistance à la perforation, la haute résistance composite et d'autres caractéristiques avantageuses du BOPA n'ont pas été pleinement exploitées par cette structure, par conséquent, son application est relativement peu répandue.
4.10 PET/ CPP coextrudé
Dans cette structure, le CPP coextrudé désigne généralement un CPP à 5 ou 7 couches présentant des propriétés de barrière élevées, telles que :
PP/couche de liaison/EVOH/couche de liaison/PP ;
PP/couche de liaison/PA/couche de liaison/PP ;
PP/couche collée/PA/EVOH/PA/couche collée/PP, etc.
Par conséquent, l'application de CPP co-extrudé augmente la robustesse du produit, réduit la casse des emballages lors de la mise sous vide, de la haute pression et des fluctuations de pression, et prolonge la période de rétention grâce à des propriétés de barrière améliorées.
En résumé, la structure des différents sacs de cuisson haute température présentée ci-dessus n'est qu'une analyse préliminaire de certaines structures courantes. Avec le développement de nouveaux matériaux et de nouvelles technologies, de nouvelles structures verront le jour, offrant ainsi un plus grand choix d'emballages de cuisson.
Date de publication : 13 juillet 2024


