
Sacii retort tip plic provin din cercetarea și dezvoltarea conservelor moi la mijlocul secolului al XX-lea. Cutiile moi se referă la ambalaje fabricate în întregime din materiale moi sau recipiente semirigide în care cel puțin o parte a peretelui sau a capacului recipientului este fabricată din materiale de ambalare moi, inclusiv saci retort, cutii retort, cârnați legați etc. Principala formă utilizată în prezent este punga retort prefabricată pentru temperaturi înalte. Comparativ cu metalul tradițional, sticla și alte conserve rigide, punga retort are următoarele caracteristici:
●Grosimea materialului de ambalare este mică, iar transferul de căldură este rapid, ceea ce poate scurta timpul de sterilizare. Prin urmare, culoarea, aroma și gustul conținutului se modifică puțin, iar pierderea de nutrienți este mică.
● Materialul de ambalare este ușor și de dimensiuni reduse, ceea ce poate economisi materiale de ambalare, iar costul de transport este scăzut și convenabil.

●Poate imprima modele deosebite.
●Are o durată lungă de valabilitate (6-12 luni) la temperatura camerei și este ușor de sigilat și deschis.
●Nu necesită refrigerare, economisind costurile de refrigerare
●Este potrivit pentru ambalarea multor tipuri de alimente, cum ar fi carne și carne de pasăre, produse acvatice, fructe și legume, diverse alimente din cereale și supe.
●Poate fi încălzit împreună cu ambalajul pentru a preveni pierderea aromei, fiind potrivit în special pentru munca pe teren, călătorii și mâncarea militară.
Producția completă a pungilor de gătit, inclusiv tipul de conținut, asigurarea calității și o înțelegere cuprinzătoare a designului structural al produsului, substratul și cerneala, selecția adezivului, procesul de producție, testarea produsului, ambalarea și controlul procesului de sterilizare etc., datorită designului structurii produsului pungii de gătit, acesta este un aspect central, deci aceasta este o analiză amplă, nu numai pentru a analiza configurația substratului produsului, ci și pentru a analiza în continuare performanța diferitelor produse structurale, utilizarea, siguranța și igiena, economia și așa mai departe.
1. Alterarea și sterilizarea alimentelor
Ființele umane trăiesc într-un mediu microbian, întreaga biosferă a Pământului există în nenumărate microorganisme, iar dacă alimentele se reproduc în mod microbian depășesc o anumită limită, alimentele se vor strica și își vor pierde comestibilitatea.
Printre bacteriile comune care alterează alimentele se numără Pseudomonas și Vibrio, ambele fiind rezistente la căldură. Enterobacteriile mor după încălzirea la 60 ℃ timp de 30 de minute. Unele specii de lactobacili pot rezista la 65 ℃ după 30 de minute de încălzire. Bacillus poate rezista, în general, la 95-100 ℃ după câteva minute de încălzire, iar altele pot rezista la 120 ℃ după 20 de minute de încălzire. Pe lângă bacterii, în alimente există și un număr mare de ciuperci, inclusiv Trichoderma, drojdii și așa mai departe. În plus, lumina, oxigenul, temperatura, umiditatea, valoarea pH-ului și așa mai departe pot provoca alterarea alimentelor, dar principalul factor îl reprezintă microorganismele, prin urmare, utilizarea gătitului la temperaturi înalte pentru a ucide microorganismele este o metodă importantă de conservare a alimentelor pentru o lungă perioadă de timp.
Sterilizarea produselor alimentare poate fi împărțită în pasteurizare la 72 ℃, sterilizare prin fierbere la 100 ℃, sterilizare prin gătire la temperatură înaltă la 121 ℃, sterilizare prin gătire la temperatură înaltă la 135 ℃ și sterilizare instantanee la temperatură ultra-înaltă la 145 ℃, iar unii producători utilizează sterilizare la temperaturi non-standard de aproximativ 110 ℃. În funcție de diferitele produse pentru a alege condițiile de sterilizare, cele mai dificile condiții de sterilizare pentru Clostridium botulinum sunt prezentate în Tabelul 1.
Tabelul 1 Momentul morții sporilor de Clostridium botulinum în funcție de temperatură
| temperatură ℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Ora decesului (minute) | 330 | 100 | 32 | 10 | 4 | Anii '80 | 30s | 10s |
2. Caracteristicile materiei prime pentru punga de abur
Pungi retort pentru gătit la temperaturi înalte, cu următoarele proprietăți:
Funcție de ambalare de lungă durată, depozitare stabilă, prevenirea creșterii bacteriene, rezistență la sterilizare la temperaturi ridicate etc.
Este un material compozit foarte bun, potrivit pentru ambalarea instantă a alimentelor.
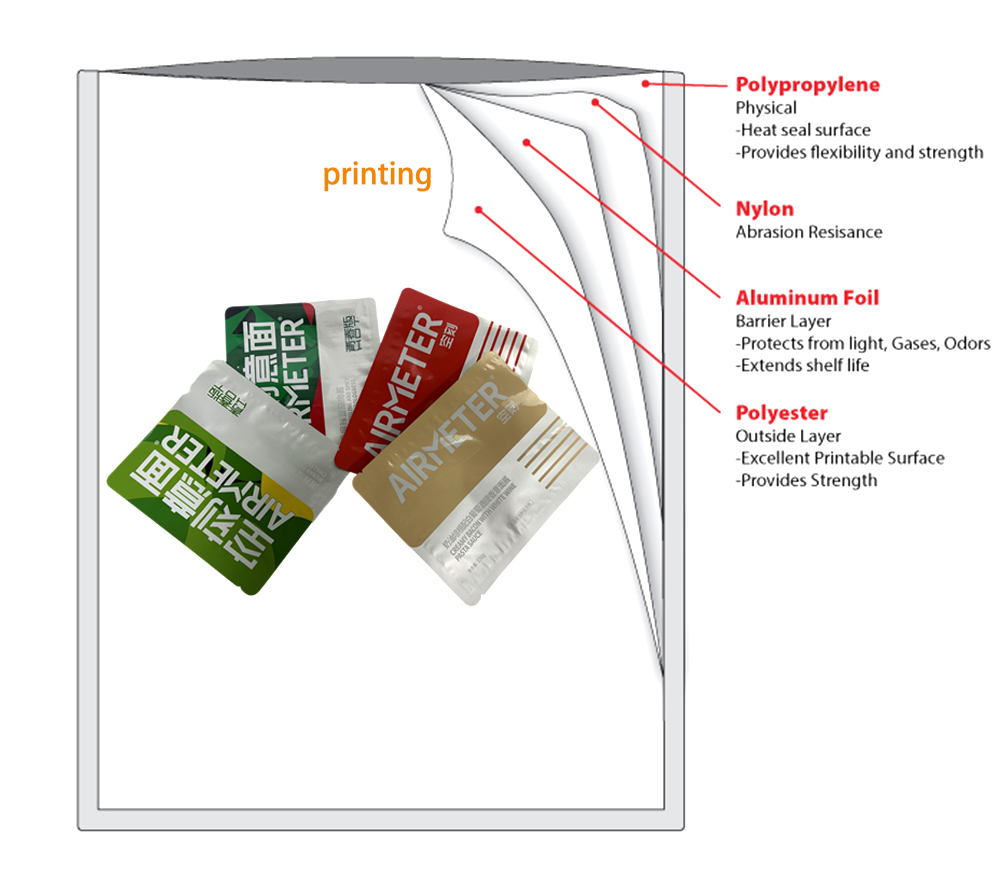
Test de structură tipică PET/adeziv/folie de aluminiu/lipici adeziv/nailon/RCPP
Sac de retortare pentru temperaturi înalte cu structură în trei straturi PET/AL/RCPP
INSTRUCȚIUNI MATERIALE
(1) Folie PET
Filmul BOPET are unul dintrecele mai mari rezistențe la tracțiunedin toate peliculele de plastic și poate satisface nevoile produselor foarte subțiri cu rigiditate și duritate ridicate.
Rezistență excelentă la frig și căldură.Intervalul de temperatură aplicabil al foliei BOPET este de la 70 ℃ la 150 ℃, ceea ce poate menține proprietăți fizice excelente într-o gamă largă de temperaturi și este potrivit pentru majoritatea ambalajelor produselor.
Performanță excelentă de barieră.Are o barieră excelentă la apă și aer, spre deosebire de nailon, care este puternic afectat de umiditate, rezistența sa la apă este similară cu PE, iar coeficientul său de permeabilitate la aer este extrem de mic. Are o proprietate de barieră foarte mare la aer și mirosuri și este unul dintre materialele pentru păstrarea parfumurilor.
Rezistență chimică, rezistent la uleiuri și grăsimi, majoritatea solvenților și acizi și baze diluate.
(2) BOPA FILM
Foliile BOPA au o rezistență excelentă.Rezistența la tracțiune, rezistența la rupere, rezistența la impact și rezistența la rupere sunt printre cele mai bune din materialele plastice.
Flexibilitatea remarcabilă, rezistența la găuri, nu permite conținutul puncției, este o caracteristică majoră a BOPA, o bună flexibilitate, dar și o senzație plăcută la atingere.
Proprietăți bune de barieră, bună retenție a parfumului, rezistență la substanțe chimice, altele decât acizii puternici, în special rezistență excelentă la ulei.
Cu o gamă largă de temperaturi de funcționare și un punct de topire de 225°C, poate fi utilizat pentru perioade lungi de timp între -60°C și 130°C. Proprietățile mecanice ale BOPA sunt menținute atât la temperaturi scăzute, cât și la temperaturi ridicate.
Performanța foliei BOPA este puternic afectată de umiditate, iar atât stabilitatea dimensională, cât și proprietățile de barieră sunt afectate de umiditate. După ce folie BOPA este expusă la umiditate, pe lângă încrețire, aceasta se va alungi, în general, pe orizontală. Scurtarea longitudinală poate duce la o rată de alungire de până la 1%.
(3) Folie CPP din polipropilenă, rezistență la temperaturi ridicate, performanță bună de sigilare la cald;
Folia CPP, care este o folie de polipropilenă turnată, o folie de gătit generală CPP care folosește materii prime de copolipropilenă aleatorie binară, punga de folie fabricată din sterilizare la temperatură înaltă de 121-125 ℃ poate rezista la 30-60 de minute.
Folia de gătit CPP pentru temperaturi înalte, realizată din materii prime de copolipropilenă bloc, fabricată din pungi de folie, poate rezista la sterilizare la temperaturi înalte de 135 ℃, timp de 30 de minute.
Cerințele de performanță sunt: temperatura punctului de înmuiere Vicat trebuie să fie mai mare decât temperatura de gătire, rezistența la impact trebuie să fie bună, rezistența bună la mediu, iar efectul de ochi de pește și punctul de cristal trebuie să fie cât mai mici posibil.
Poate rezista la sterilizare prin gătire sub presiune la 121 ℃ (0,15 MPa), păstrează aproape perfect forma și aroma alimentelor, iar folia nu se crăpă, nu se exfoliază și nu aderă, are o stabilitate bună; adesea se folosește folie de nailon sau folie compozită de poliester pentru ambalarea alimentelor de tip supă, precum și a chiftelelor, găluștelor, orezului și a altor alimente congelate procesate.
(4) Folie de aluminiu
Folia de aluminiu este singura folie metalică utilizată în ambalaje flexibile. Folia de aluminiu este un material metalic, iar proprietățile sale de blocare a apei, a gazelor, a luminii și de reținere a aromei sunt dificil de comparat cu alte materiale de ambalare. Folia de aluminiu este singura folie metalică utilizată în ambalaje flexibile. Poate rezista la sterilizare sub presiune la 121 ℃ (0,15 MPa), asigurând forma alimentelor, aroma și folia nu se crăpă, nu se exfoliază sau nu aderă, are o stabilitate bună; ambalajele conțin adesea supă, chiftele, găluște, orez și alte alimente congelate procesate sunt adesea utilizate cu folie compozită de nailon sau folie de poliester.
(5) CERNEALĂ
Pungile de imprimare cu abur folosesc cerneală pe bază de poliuretan, cerințele privind solvenții reziduali redusi, rezistența ridicată a compozitului, fără decolorare după gătire, fără delaminare, fără cute, cum ar fi la temperaturi de gătire care depășesc 121 ℃, trebuie adăugat un anumit procent de întăritor pentru a crește rezistența la temperatură a cernelii.
Igiena cernelii este extrem de importantă, metalele grele precum cadmiul, plumbul, mercurul, cromul, arsenicul și alte metale grele putând reprezenta un pericol grav pentru mediul natural și organismul uman. În al doilea rând, cerneala în sine este compoziția materialului, putând conține o varietate de link-uri, pigmenți, coloranți, o varietate de aditivi, cum ar fi antispumanți, antistatici, plastifianți și alte riscuri de securitate. Nu ar trebui să se permită adăugarea de diverse pigmenți de metale grele, eteri glicolari și compuși esterici. Solvenții pot conține benzen, formaldehidă, metanol, fenol, linkerii pot conține toluen diizocianat liber, pigmenții pot conține PCB-uri, amine aromatice și așa mai departe.
(6) Adezivi
Sacul compozit pentru retortare cu abur utilizează un adeziv poliuretanic bicomponent, agentul principal fiind de trei tipuri: poliol poliesteric, poliol polieteric, poliol poliuretanic. Există două tipuri de agenți de întărire: poliizocianat aromatic și poliizocianat alifatic. Adezivul de abur mai rezistent la temperaturi ridicate are următoarele caracteristici:
●Conținut ridicat de solide, vâscozitate scăzută, bună dispersie.
● Aderență inițială excelentă, fără pierderi de rezistență la exfoliere după aburizare, fără tunelare în producție, fără șifonare după aburizare.
●Adezivul este igienic sigur, netoxic și inodor.
●Viteză de reacție mai rapidă și timp de maturare mai scurt (în 48 de ore pentru produsele compozite plastic-plastic și 72 de ore pentru produsele compozite aluminiu-plastic).
●Volum redus de acoperire, rezistență mare la lipire, rezistență mare la etanșare la căldură, rezistență bună la temperatură.
●Vâscozitate scăzută la diluție, poate fi utilizată în stare solidă cu grad ridicat de funcționare și are o bună dispersie.
●Gamă largă de aplicații, potrivită pentru o varietate de filme.
● Rezistență bună la rezistențe (căldură, îngheț, acid, alcali, sare, ulei, condimente etc.).
Igiena adezivilor începe cu producerea aminei aromatice primare PAA (amină aromatică primară), care provine din reacția chimică dintre izocianați aromatici și apă în cernelurile bicomponente de imprimare și adezivii de laminare. Formarea PAA derivă din izocianați aromatici, dar nu din izocianați alifatici, acrilici sau adezivi pe bază de epoxid. Prezența substanțelor nefinisate, cu greutate moleculară mică, și a solvenților reziduali poate reprezenta, de asemenea, un pericol pentru siguranță. Prezența moleculelor mici nefinisate și a solvenților reziduali poate reprezenta, de asemenea, un pericol pentru siguranță.
3. Structura principală a pungii de gătit
Conform proprietăților economice și fizice și chimice ale materialului, următoarele structuri sunt utilizate în mod obișnuit pentru pungile de gătit.
DOUĂ straturi: PET/CPP, BOPA/CPP, GL-PET/CPP.
TREI straturi: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP,PET/PVDC/CPP,PET/EVOH/CPP,BOPA/EVOH/CPP
PATRU STRATURI: PET/PA/AL/CPP, PET/AL/PA/CPP
Structură cu mai multe etaje.
Folie coextrudată PET/EVOH /CPP, folie coextrudată PET/PVDC /CPP, folie coextrudată PA/PVDC /CPP Folie coextrudată PET/EVOH, folie coextrudată PA/PVDC
4. Analiza caracteristicilor structurale ale pungii de gătit
Structura de bază a pungii de gătit este formată dintr-un strat superficial/strat intermediar/strat de termosudare. Stratul superficial este în general fabricat din PET și BOPA, care joacă rolul de suport de rezistență, rezistență la căldură și imprimare bună. Stratul intermediar este fabricat din Al, PVDC, EVOH, BOPA, care joacă în principal rolul de barieră, ecranare la lumină, compozit dublu-adezivat etc. Stratul de termosudare este fabricat din diverse tipuri de CPP, EVOH, BOPA și așa mai departe. Pentru stratul de termosudare, se recomandă alegerea diferitelor tipuri de CPP, PP coextrudat și PVDC, folie coextrudată EVOH, precum și folie LLDPE pentru gătire sub 110 ℃, deoarece joacă în principal un rol în termosudare, rezistență la perforare, rezistență chimică, dar și o adsorbție scăzută a materialului și igienă bună.
4.1 PET/adeziv/PE
Această structură poate fi transformată în PA/adeziv/PE, PE poate fi transformat în HDPE, LLDPE, MPE și un număr mic de folii HDPE speciale. Datorită rezistenței la temperatură a PE, este utilizat în general pentru pungi sterilizate la temperaturi de aproximativ 100 ~ 110 ℃; adezivul poate fi ales dintre adeziv poliuretanic obișnuit și adeziv fiert, nefiind potrivit pentru ambalarea cărnii, deoarece are o barieră slabă, punga se va încreți după aburire și uneori straturile interioare ale foliei se vor lipi unul de celălalt. Practic, această structură este similară cu cea a unei pungi fierte sau a unei pungi pasteurizate.
4.2 PET/adeziv/CPP
Această structură este tipică unei pungi de gătit transparente, care poate fi ambalată pentru majoritatea produselor de gătit. Se caracterizează prin vizibilitatea produsului, putând fi văzut direct conținutul, dar nu trebuie ambalat pentru a evita expunerea la lumina directă a produsului. Produsul este greu la atingere și adesea trebuie rotunjite colțurile. Această structură a produsului este, în general, sterilizată la 121 ℃, putând fi folosită și cu un adeziv obișnuit pentru gătit la temperaturi ridicate, precum și cu CPP de calitate obișnuită pentru gătit. Cu toate acestea, adezivul trebuie să aibă o rată de contracție mică, altfel contracția stratului de adeziv va determina cerneala să se miște și va provoca delaminarea după aburire.
4.3 BOPA/adeziv/CPP
Aceasta este o pungă transparentă obișnuită pentru gătit, sterilizată la 121 ℃, cu transparență bună, moale la atingere și rezistență bună la perforare. De asemenea, produsul nu poate fi utilizat pentru a evita ambalajele ușoare.
Datorită permeabilității mari la umiditate a BOPA, există produse tipărite care produc ușor fenomenul de permeabilitate la culoare în timpul aburării, în special în cazul seriei roșii, pătrunderea cernelii la suprafață, ceea ce necesită adesea adăugarea unui agent de întărire pentru a preveni producerea de cerneală. În plus, din cauza aderenței scăzute a cernelii din BOPA, se produce ușor și fenomenul antiaderent, în special în medii cu umiditate ridicată. Produsele semifabricate și pungile finite trebuie sigilate și ambalate în timpul procesării.
4.4 KPET/CPP, KBOPA/CPP
Această structură nu este utilizată în mod obișnuit, transparența produsului este bună, cu proprietăți de barieră ridicate, dar poate fi utilizată doar pentru sterilizare sub 115 ℃, rezistența la temperatură este puțin mai slabă și există îndoieli cu privire la sănătatea și siguranța sa.
4.5 PET/BOPA/CPP
Această structură a produsului este de înaltă rezistență, bună transparență, bună rezistență la perforare, datorită diferenței mari de rată de contracție a PET-ului și BOPA, fiind utilizată în general pentru temperaturi de 121 ℃ și sub ambalajul produsului.
Conținutul ambalajului este mai acid sau mai alcalin atunci când se alege această structură de produse, în loc să se utilizeze o structură care conține aluminiu.
Stratul exterior de lipici poate fi folosit pentru a selecta lipiciul fiert, costul putând fi redus în mod corespunzător.
4.6 PET/Al/CPP
Aceasta este cea mai tipică structură de pungă de gătit netransparentă, în funcție de diferitele cerneluri, lipici, CPP, temperatura de gătire de la 121 ~ 135 ℃ putând fi utilizată în această structură.
Structura PET/cerneală monocomponentă/adeziv pentru temperaturi înalte/Al7µm/adeziv pentru temperaturi înalte/CPP60µm poate atinge cerințe de gătire de 121℃.
Structura PET/cerneală bicomponentă/adeziv pentru temperaturi ridicate/Al9µm/adeziv pentru temperaturi ridicate/CPP70µm pentru temperaturi ridicate poate avea o temperatură de gătire mai mare de 121℃, iar proprietatea de barieră este crescută, iar durata de valabilitate este extinsă, putând fi mai mare de un an.
4.7 BOPA/Al/CPP
Această structură este similară cu structura 4.6 de mai sus, dar din cauza absorbției mari de apă și a contracției BOPA, nu este potrivită pentru gătitul la temperaturi ridicate peste 121 ℃, dar rezistența la perforare este mai bună și poate îndeplini cerințele de gătire la 121 ℃.
4.8 PET/PVDC/CPP, BOPA/PVDC/CPP
Această structură a barierei produsului este foarte bună, potrivită pentru sterilizare la 121 ℃ și următoarele temperaturi de gătire, iar oxigenul are cerințe ridicate de barieră pentru produs.
PVDC-ul din structura de mai sus poate fi înlocuit cu EVOH, care are, de asemenea, o proprietate de barieră ridicată, dar proprietatea sa de barieră scade evident atunci când este sterilizat la temperatură ridicată, iar BOPA nu poate fi utilizat ca strat de suprafață, altfel proprietatea de barieră scade brusc odată cu creșterea temperaturii.
4.9 PET/Al/BOPA/CPP
Aceasta este o construcție de înaltă performanță a pungilor de gătit care pot ambala practic orice produs de gătit și pot rezista, de asemenea, la temperaturi de gătit între 121 și 135 de grade Celsius.
Structura I: PET12µm/adeziv pentru temperaturi înalte/Al7µm/adeziv pentru temperaturi înalte/BOPA15µm/adeziv pentru temperaturi înalte/CPP60µm, această structură are o barieră bună, o bună rezistență la perforare, o bună rezistență la absorbția luminii și este un tip de pungă excelentă pentru gătit la 121℃.

Structura II: PET12µm/adeziv pentru temperaturi înalte/Al9µm/adeziv pentru temperaturi înalte/BOPA15µm/adeziv pentru temperaturi înalte/CPP70µm pentru temperaturi înalte, această structură, pe lângă toate caracteristicile de performanță ale structurii I, are caracteristici de gătire la temperatură înaltă de 121 ℃ și peste. Structura III: PET/lipici A/Al/lipici B/BOPA/lipici C/CPP, cantitatea de lipici A este de 4g/㎡, cantitatea de lipici B este de 3g/㎡, iar cantitatea de lipici C este de 5-6g/㎡, ceea ce poate satisface cerințele și poate reduce cantitatea de lipici A și B, ceea ce poate economisi costuri în mod corespunzător.
În celălalt caz, lipiciul A și lipiciul B sunt fabricate dintr-un lipici cu grad de fierbere mai bun, iar lipiciul C este fabricat dintr-un lipici rezistent la temperaturi ridicate, care poate îndeplini și cerința de fierbere de 121 ℃, reducând în același timp costul.
Structura IV: PET/lipici/BOPA/lipici/Al/lipici/CPP, această structură este BOPA în poziție comutată, performanța generală a produsului nu s-a modificat semnificativ, dar tenacitatea BOPA, rezistența la perforare, rezistența ridicată a compozitului și alte caracteristici avantajoase nu au dat pe deplin sens acestei structuri, prin urmare, aplicarea este relativ mică.
4.10 PET/ CPP coextrudat
CPP coextrudat în această structură se referă în general la CPP cu 5 și 7 straturi cu proprietăți de barieră ridicate, cum ar fi:
PP/strat de lipire/EVOH/strat de lipire/PP;
PP/strat de lipire/PA/strat de lipire/PP;
PP/strat lipit/PA/EVOH/PA/strat lipit/PP etc.;
Prin urmare, aplicarea CPP co-extrudat crește rezistența produsului, reduce ruperea ambalajelor în timpul vidării, a presiunii ridicate și a fluctuațiilor de presiune și prelungește perioada de retenție datorită proprietăților îmbunătățite de barieră.
Pe scurt, structura varietății de pungi de gătit la temperaturi înalte, cele de mai sus reprezintă doar o analiză preliminară a unor structuri comune, odată cu dezvoltarea de noi materiale, noi tehnologii, vor exista structuri mai noi, astfel încât ambalajele pentru gătit să aibă o gamă mai largă de opțiuni.
Data publicării: 13 iulie 2024


