
Retortové vrecúška vznikli v polovici 20. storočia výskumom a vývojom mäkkých plechoviek. Mäkké plechovky označujú obaly vyrobené výlučne z mäkkých materiálov alebo polotuhé nádoby, v ktorých je aspoň časť steny alebo krytu nádoby vyrobená z mäkkých obalových materiálov, vrátane retortových vrecúšok, retortových krabíc, viazaných párkov atď. V súčasnosti sa používa najmä prefabrikované vysokoteplotné retortové vrecia. V porovnaní s tradičnými kovovými, sklenenými a inými tvrdými plechovkami majú retortové vrecia nasledujúce vlastnosti:
● Hrúbka obalového materiálu je malá a prenos tepla je rýchly, čo môže skrátiť čas sterilizácie. Preto sa farba, aróma a chuť obsahu menia len málo a strata živín je malá.
● Obalový materiál je ľahký a malý, čo umožňuje ušetriť obalové materiály a náklady na prepravu sú nízke a pohodlné.

● Možno tlačiť nádherné vzory.
●Má dlhú trvanlivosť (6 – 12 mesiacov) pri izbovej teplote a ľahko sa uzatvára a otvára.
● Nie je potrebné chladenie, čo šetrí náklady na chladenie
● Je vhodný na balenie mnohých druhov potravín, ako je mäso a hydina, vodné produkty, ovocie a zelenina, rôzne obilniny a polievky.
● Môže sa ohrievať spolu s obalom, aby sa zabránilo strate chuti, obzvlášť vhodné na prácu v teréne, cestovanie a do vojenskej kuchyne.
Kompletná výroba kuchynského vrecka vrátane typu obsahu, zabezpečenia kvality komplexného pochopenia konštrukčného návrhu produktu, substrátu a farby, výberu lepidla, výrobného procesu, testovania produktu, kontroly procesu balenia a sterilizácie atď. Vzhľadom na to, že dizajn konštrukcie kuchynského vrecka je jadrom, ide o širokú analýzu, ktorá nielen analyzuje konfiguráciu substrátu produktu, ale aj ďalej analyzuje výkonnosť rôznych konštrukčných produktov, použitie, bezpečnosť a hygienu, hospodárnosť atď.
1. Kazenie a sterilizácia potravín
Ľudské bytosti žijú v mikrobiálnom prostredí, celá zemská biosféra obsahuje nespočetné množstvo mikroorganizmov a ak sa potraviny mikrobiálne rozmnožujú nad určitý limit, pokazia sa a stratia svoju konzumovateľnosť.
Medzi bežné baktérie, ktoré spôsobujú kazenie potravín, patria pseudomonas a vibrio, obe odolné voči teplu. Enterobaktérie uhynú pri 60 °C po 30 minútach zahrievania. Niektoré druhy laktobacilov znesú 65 °C po 30 minútach zahrievania. Bacily zvyčajne znesú 95 – 100 °C po niekoľkých minútach zahrievania a niektoré znesú 120 °C po 20 minútach zahrievania. Okrem baktérií sa v potravinách nachádza aj veľké množstvo húb, vrátane Trichoderma, kvasiniek atď. Okrem toho môžu kazenie potravín spôsobiť aj svetlo, kyslík, teplota, vlhkosť, hodnota pH atď., ale hlavným faktorom sú mikroorganizmy, preto je varenie pri vysokých teplotách na ničenie mikroorganizmov dôležitou metódou dlhodobého uchovávania potravín.
Sterilizácia potravín sa dá rozdeliť na pasterizáciu pri 72 ℃, sterilizáciu varom pri 100 ℃, sterilizáciu varením pri vysokej teplote pri 121 ℃, sterilizáciu varením pri vysokej teplote pri 135 ℃ a okamžitú sterilizáciu ultravysokou teplotou pri 145 ℃. Niektorí výrobcovia používajú aj neštandardnú teplotu sterilizácie okolo 110 ℃. V závislosti od výberu sterilizačných podmienok rôznych produktov sú v tabuľke 1 uvedené najťažšie sterilizačné podmienky na ničenie Clostridium botulinum.
Tabuľka 1 Čas úhynu spór Clostridium botulinum v závislosti od teploty
| teplota ℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Čas úmrtia (minúty) | 330 | 100 | 32 | 10 | 4 | 80. roky | 30s | 10s |
2. Charakteristiky suroviny na parné vrecko
Vrecká na retortové varenie s vysokou teplotou s nasledujúcimi vlastnosťami:
Dlhotrvajúca funkcia balenia, stabilné skladovanie, prevencia rastu baktérií, odolnosť voči sterilizácii pri vysokých teplotách atď.
Je to veľmi dobrý kompozitný materiál vhodný na balenie instantných potravín.
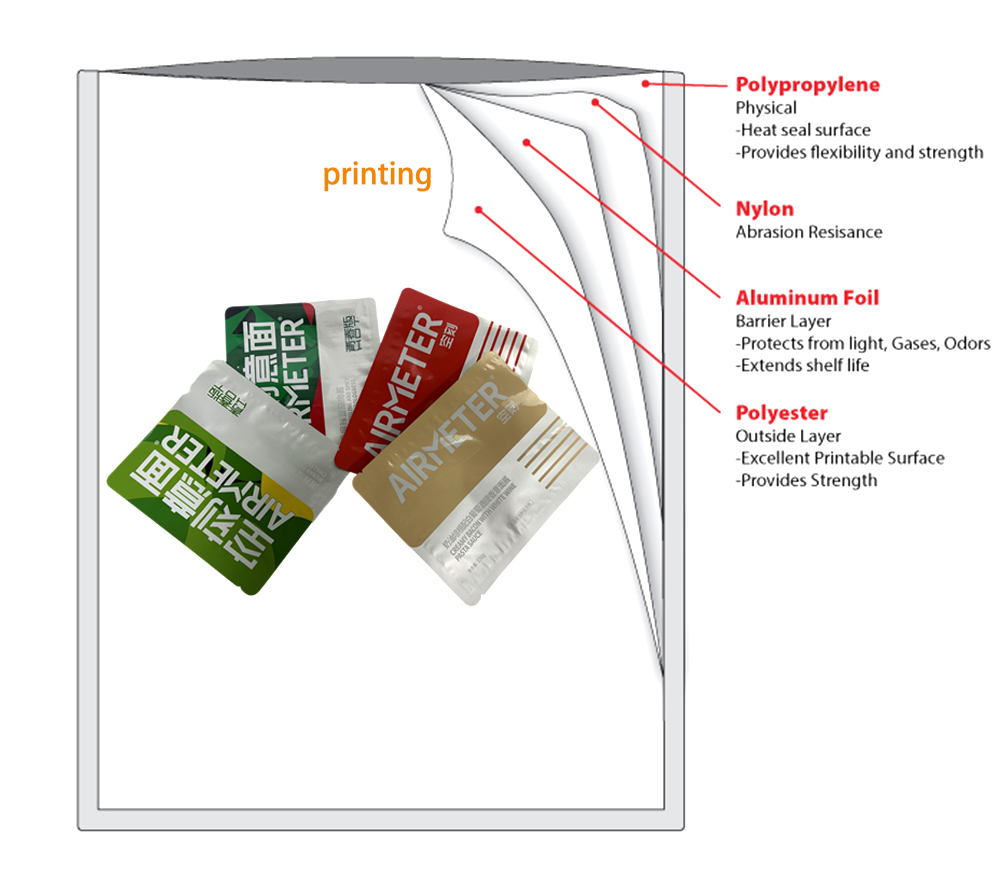
Typická štruktúrna skúška PET/lepidlo/hliníková fólia/lepiace lepidlo/nylon/RCPP
Vysokoteplotné retortovacie vrecko s trojvrstvovou štruktúrou PET/AL/RCPP
POKYNY K MATERIÁLU
(1) PET fólia
Film BOPET má jeden znajvyššie pevnosti v ťahuvšetkých plastových fólií a dokáže splniť potreby veľmi tenkých výrobkov s vysokou tuhosťou a tvrdosťou.
Vynikajúca odolnosť voči chladu a teplu.Použiteľný teplotný rozsah fólie BOPET je od 70 ℃ do 150 ℃, čo umožňuje zachovať vynikajúce fyzikálne vlastnosti v širokom teplotnom rozsahu a je vhodná pre väčšinu obalov produktov.
Vynikajúci bariérový výkon.Má vynikajúce komplexné vlastnosti ako vodotesná a vzduchová bariéra. Na rozdiel od nylonu, ktorý je výrazne ovplyvnený vlhkosťou, má podobnú vodeodolnosť ako PE a koeficient priepustnosti vzduchu je extrémne malý. Má veľmi vysoké bariérové vlastnosti voči vzduchu a zápachu a je jedným z materiálov na udržanie vône.
Chemická odolnosť, odolná voči olejom a tukom, väčšine rozpúšťadiel a zriedeným kyselinám a zásadám.
(2) BOPA FILM
BOPA fólie majú vynikajúcu húževnatosť.Pevnosť v ťahu, pevnosť v roztrhnutí, rázová húževnatosť a pevnosť v pretrhnutí patria medzi najlepšie u plastových materiálov.
Vynikajúca flexibilita, odolnosť voči dierkam, nie je ľahké prepichnúť obsah, je hlavnou vlastnosťou BOPA, dobrá flexibilita, ale aj dobrý pocit z balenia.
Dobré bariérové vlastnosti, dobrá retencia vône, odolnosť voči chemikáliám iným ako silné kyseliny, najmä vynikajúca odolnosť voči olejom.
Vďaka širokému rozsahu prevádzkových teplôt a bodu topenia 225 °C sa môže používať dlhodobo pri teplotách od -60 °C do 130 °C. Mechanické vlastnosti BOPA sa zachovávajú pri nízkych aj vysokých teplotách.
Výkonnosť BOPA fólie je výrazne ovplyvnená vlhkosťou a vlhkosť ovplyvňuje tak rozmerovú stabilitu, ako aj bariérové vlastnosti. Po vystavení BOPA fólie vlhkosti sa okrem pokrčenia zvyčajne aj horizontálne predlžuje. Pozdĺžne skrátenie, miera predĺženia až 1 %.
(3) CPP fólia z polypropylénu, odolnosť voči vysokým teplotám, dobrý tepelný tesniaci výkon;
CPP fólia, ktorá je liata polypropylénová fólia, všeobecná CPP fólia na varenie s použitím binárnych náhodných kopolypropylénových surovín, fóliové vrecko vyrobené zo sterilizovaného pri vysokej teplote 121-125 ℃ vydrží 30-60 minút.
Vysokoteplotná varná fólia CPP s použitím blokových kopolypropylénových surovín, vyrobená z fóliových vrecúšok, vydrží sterilizáciu pri vysokej teplote 135 ℃, 30 minút.
Požiadavky na výkon sú: teplota bodu mäknutia podľa Vicata by mala byť vyššia ako teplota varenia, odolnosť voči nárazu by mala byť dobrá, odolnosť voči médiám by mala byť dobrá, efekt rybieho oka a krištáľového bodu by mal byť čo najmenej výrazný.
Odoláva sterilizácii tlakovým varením pri teplote 121 ℃ (0,15 MPa), takmer si zachováva tvar a chuť jedla a fólia nepraská, nelúpe sa ani nepriľne, má dobrú stabilitu; často s nylonovou alebo polyesterovou fóliou, balenie obsahuje polievkové potraviny, ako aj mäsové guľky, knedle, ryžu a iné spracované mrazené potraviny.
(4) Hliníková fólia
Hliníková fólia je jediným kovovým materiálom vo flexibilných obalových materiáloch. Hliníková fólia je kovový materiál, ktorého vlastnosti blokujú vodu, plyny, svetlo a zadržiavajú chuť sa ťažko porovnávajú s inými obalovými materiálmi. Hliníková fólia je jediným kovovým materiálom vo flexibilných obalových materiáloch. Znesie sterilizáciu tlakovým varením pri teplote 121 ℃ (0,15 MPa), čím zabezpečí, že tvar jedla, chuť a fólia neprasknú, neodlupujú sa ani sa nepriľnú, má dobrú stabilitu; často sa používa v kombinácii s nylonovou alebo polyesterovou fóliou, ktorá sa používa na balenie polievok, mäsových guľôčok, knedlí, ryže a iných spracovaných mrazených potravín.
(5) ATRAMENT
Naparovacie vrecká používajúce na tlač atrament na báze polyuretánu vyžadujú nízke zvyškové rozpúšťadlá, vysokú pevnosť kompozitu, žiadne zafarbenie po varení, žiadne delaminácie, vrásky, napríklad pri teplote varenia presahujúcej 121 ℃, by sa malo pridať určité percento tvrdidla na zvýšenie teplotnej odolnosti atramentu.
Hygiena atramentu je mimoriadne dôležitá. Ťažké kovy, ako je kadmium, olovo, ortuť, chróm, arzén a ďalšie ťažké kovy, môžu predstavovať vážne nebezpečenstvo pre životné prostredie a ľudské telo. Po druhé, samotný atrament je zložením materiálu, atrament obsahuje rôzne zložky, pigmenty, farbivá, rôzne prísady, ako sú odpeňovače, antistatiká, zmäkčovadlá a iné bezpečnostné riziká. Nemalo by sa dovoliť pridávať rôzne pigmenty s ťažkými kovmi, glykolétery a estery. Rozpúšťadlá môžu obsahovať benzén, formaldehyd, metanol, fenol, zložky môžu obsahovať voľný toluéndiizokyanát, pigmenty môžu obsahovať PCB, aromatické amíny atď.
(6) Lepidlá
Parný retortovací vak z kompozitu s použitím dvojzložkového polyuretánového lepidla, pričom hlavné činidlo má tri druhy: polyesterpolyol, polyéterpolyol, polyuretánpolyol. Existujú dva typy vytvrdzovacích činidiel: aromatický polyizokyanát a alifatický polyizokyanát. Lepšie naparovacie lepidlo odolné voči vysokým teplotám má nasledujúce vlastnosti:
●Vysoký obsah pevných látok, nízka viskozita, dobrá roztierateľnosť.
●Vynikajúca počiatočná priľnavosť, žiadna strata pevnosti v odlupovaní po naparovaní, žiadne tunelovanie počas výroby, žiadne vrásky po naparovaní.
●Lepidlo je hygienicky bezpečné, netoxické a bez zápachu.
● Rýchlejšia reakčná rýchlosť a kratší čas zrenia (do 48 hodín pre kompozitné výrobky z plastu a plastu a do 72 hodín pre kompozitné výrobky z hliníka a plastu).
●Nízky objem povlaku, vysoká pevnosť spoja, vysoká pevnosť tepelného zvarenia, dobrá teplotná odolnosť.
● Nízka viskozita pri riedení, vysoká práca v tuhom stave a dobrá roztierateľnosť.
●Široké spektrum použitia, vhodné pre rôzne druhy fólií.
●Dobrá odolnosť voči rezistencii (teplo, mráz, kyseliny, zásady, soľ, olej, koreniny atď.).
Hygiena lepidiel začína produkciou primárneho aromatického amínu PAA (primárny aromatický amín), ktorý vzniká chemickou reakciou medzi aromatickými izokyanátmi a vodou v tlačiarenských dvojzložkových atramentoch a laminovacích lepidlách. Tvorba PAA pochádza z aromatických izokyanátov, ale nie z alifatických izokyanátov, akrylátov alebo lepidiel na báze epoxidov. Prítomnosť nedokončených nízkomolekulárnych látok a zvyškových rozpúšťadiel môže tiež predstavovať bezpečnostné riziko. Prítomnosť nedokončených nízkomolekulárnych látok a zvyškových rozpúšťadiel môže tiež predstavovať bezpečnostné riziko.
3. Hlavná štruktúra vrecka na varenie
Podľa ekonomických a fyzikálnych a chemických vlastností materiálu sa na varné vrecká bežne používajú nasledujúce štruktúry.
DVE vrstvy: PET/CPP, BOPA/CPP, GL-PET/CPP.
TRI vrstvy: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP,PET/PVDC/CPP,PET/EVOH/CPP,BOPA/EVOH/CPP
ŠTYRI VRSTVY: PET/PA/AL/CPP, PET/AL/PA/CPP
Viacpodlažná konštrukcia.
Koextrudovaná fólia PET/EVOH /CPP, koextrudovaná fólia PET/PVDC /CPP, koextrudovaná fólia PA/PVDC /CPP Koextrudovaná fólia PET/EVOH, koextrudovaná fólia PA/PVDC
4. Analýza štrukturálnych charakteristík varného vrecka
Základná štruktúra vrecka na varenie pozostáva z povrchovej vrstvy/medzivrstvy/tepelne utesňovacej vrstvy. Povrchová vrstva je zvyčajne vyrobená z PET a BOPA, ktoré slúžia ako opora pevnosti, tepelná odolnosť a dobrá potlač. Medzivrstva je vyrobená z Al, PVDC, EVOH, BOPA, ktoré slúžia najmä ako bariéra, ochrana pred svetlom, obojstranný kompozit atď. Tepelne utesňovacia vrstva je vyrobená z rôznych typov CPP, EVOH, BOPA atď. Tepelne utesňovacia vrstva môže byť vyrobená z rôznych typov CPP, koextrudovaného PP a PVDC, koextrudovanej fólie EVOH a pri teplote varenia pod 110 ℃ je potrebné zvoliť aj fóliu LLDPE, ktorá má za následok najmä tepelné utesnenie, odolnosť voči prepichnutiu, chemickú odolnosť a nízku adsorpciu materiálu a dobrú hygienu.
4.1 PET/lepidlo/PE
Túto štruktúru je možné zmeniť na PA/lepidlo/PE, PE je možné zmeniť na HDPE, LLDPE, MPE a okrem malého množstva špeciálnych HDPE fólií sa PE kvôli svojej teplotnej odolnosti zvyčajne používa na sterilizáciu vreciek pri teplotách 100 ~ 110 ℃. Lepidlo je možné vybrať z bežného polyuretánového lepidla alebo vriaceho lepidla, ktoré nie je vhodné na balenie mäsa, pretože má slabú bariéru, vrecko sa po naparovaní pokrčí a niekedy sa vnútorné vrstvy fólie zlepia. V podstate ide o varenú alebo pasterizovanú fóliu.
4.2 PET/lepidlo/CPP
Táto štruktúra je typická priehľadná štruktúra kuchynského vrecka, do ktorej sa dá zabaliť väčšina kuchynských produktov. Vyznačuje sa viditeľnosťou produktu, priamo vidíte obsah, ale nedá sa zabaliť, aby sa zabránilo svetlu produktu. Produkt je tvrdý na dotyk, často je potrebné dierovať so zaoblenými rohmi. Táto štruktúra produktu sa zvyčajne sterilizuje pri teplote 121 ℃, bežným vysokoteplotným kuchynským lepidlom, bežným kuchynským CPP. Lepidlo by sa však malo zvoliť s malou mierou zmršťovania, inak by sa vrstva lepidla zmršťovala a tlačila by sa mohla po naparovaní rozdeliť.
4.3 BOPA/lepidlo/CPP
Ide o bežné priehľadné kuchynské vrecká na sterilizáciu pri teplote 121 ℃, ktoré majú dobrú priehľadnosť, mäkký povrch a dobrú odolnosť proti prepichnutiu. Výrobok sa tiež nedá použiť, aby sa zabránilo ľahkému baleniu.
Vzhľadom na vysokú priepustnosť vlhkosti BOPA sa pri naparovaní tlačených výrobkov ľahko vytvára jav priepustnosti farieb, najmä červených sérií atramentu, ktorý preniká na povrch. Pri výrobe atramentu je často potrebné pridať vytvrdzovacie činidlo, aby sa zabránilo jeho vzniku. Okrem toho, vzhľadom na nízku priľnavosť atramentu v BOPA sa ľahko vytvára aj nepriľnavý jav, najmä vo vysoko vlhkom prostredí. Polotovary a hotové výrobky musia byť počas spracovania uzavreté a zabalené.
4.4 KPET/CPP, KBOPA/CPP
Táto štruktúra sa bežne nepoužíva, produkt má dobrú priehľadnosť a vysoké bariérové vlastnosti, ale možno ju použiť na sterilizáciu iba pod 115 ℃, teplotná odolnosť je o niečo horšia a existujú pochybnosti o jej zdravotnej nezávadnosti a bezpečnosti.
4.5 PET/BOPA/CPP
Táto štruktúra produktu má vysokú pevnosť, dobrú priehľadnosť, dobrú odolnosť proti prepichnutiu a vďaka PET a BOPA je rozdiel v miere zmršťovania veľký. Vo všeobecnosti sa používa pri teplotách 121 ℃ a nižších ako je uvedené v obale produktu.
Obsah balenia je pri výbere tejto štruktúry produktov kyslejší alebo zásaditejší, než pri použití štruktúry obsahujúcej hliník.
Vonkajšia vrstva lepidla sa môže použiť na výber vareného lepidla, čím sa náklady môžu primerane znížiť.
4.6 PET/Al/CPP
Toto je najtypickejšia štruktúra nepriehľadného vrecka na varenie. V závislosti od rôznych farieb, lepidla, CPP sa v tejto štruktúre môže použiť teplota varenia od 121 do 135 ℃.
Štruktúra PET/jednozložkový atrament/vysokoteplotné lepidlo/Al7µm/vysokoteplotné lepidlo/CPP60µm dokáže dosiahnuť požiadavky na varenie 121 ℃.
PET/Dvojzložkový atrament/Vysokoteplotné lepidlo/Al9µm/Vysokoteplotné lepidlo/Vysokoteplotná štruktúra CPP70µm môže mať teplotu varenia vyššiu ako 121 ℃, čím sa zvýšia bariérové vlastnosti a predĺži sa trvanlivosť, ktorá môže byť viac ako jeden rok.
4.7 BOPA/Al/CPP
Táto štruktúra je podobná vyššie uvedenej štruktúre 4,6, ale kvôli veľkej absorpcii vody a zmršťovaniu BOPA nie je vhodná na varenie pri vysokých teplotách nad 121 ℃, ale má lepšiu odolnosť proti prepichnutiu a môže spĺňať požiadavky na varenie pri 121 ℃.
4,8 PET/PVDC/CPP, BOPA/PVDC/CPP
Táto bariérová štruktúra produktu je veľmi dobrá, vhodná na sterilizáciu varením pri teplote 121 ℃ a nasledujúcich teplotách a kyslík má vysoké bariérové požiadavky na produkt.
PVDC vo vyššie uvedenej štruktúre môže byť nahradený EVOH, ktorý má tiež vysoké bariérové vlastnosti, ale jeho bariérové vlastnosti sa zjavne znižujú pri sterilizácii pri vysokej teplote a BOPA sa nemôže použiť ako povrchová vrstva, inak bariérové vlastnosti so zvyšujúcou sa teplotou prudko klesajú.
4.9 PET/Al/BOPA/CPP
Ide o vysoko výkonnú konštrukciu vreciek na varenie, ktoré dokážu zabaliť prakticky akýkoľvek produkt na varenie a odolávajú teplotám varenia od 121 do 135 stupňov Celzia.
Štruktúra I: PET12µm/vysokoteplotné lepidlo/Al7µm/vysokoteplotné lepidlo/BOPA15µm/vysokoteplotné lepidlo/CPP60µm, táto štruktúra má dobrú bariéru, dobrú odolnosť proti prepichnutiu, dobrú absorpciu svetla a je to vynikajúci kuchynský obal s teplotou 121℃.

Štruktúra II: PET12µm/vysokoteplotné lepidlo/Al9µm/vysokoteplotné lepidlo/BOPA15µm/vysokoteplotné lepidlo/vysokoteplotné CPP70µm, táto štruktúra okrem všetkých výkonnostných charakteristík štruktúry I má aj vlastnosti vysokoteplotného varenia 121 ℃ a viac. Štruktúra III: PET/lepidlo A/Al/lepidlo B/BOPA/lepidlo C/CPP, množstvo lepidla A je 4 g/m², množstvo lepidla B je 3 g/m² a množstvo lepidla C je 5-6 g/m², čo spĺňa požiadavky a znižuje množstvo lepidla A a lepidla B, čo umožňuje primerane ušetriť náklady.
V druhom prípade sú lepidlo A a lepidlo B vyrobené z lepidla s lepšou teplotou varu a lepidlo C je vyrobené z lepidla odolného voči vysokým teplotám, ktoré spĺňa aj požiadavku na teplotu varu 121 ℃ a zároveň znižuje náklady.
Štruktúra IV: PET/lepidlo/BOPA/lepidlo/Al/lepidlo/CPP, táto štruktúra má prepínanú polohu BOPA, celkový výkon produktu sa výrazne nezmenil, ale húževnatosť BOPA, odolnosť proti prepichnutiu, vysoká pevnosť kompozitu a ďalšie výhodné vlastnosti nedali tejto štruktúre plný priestor, preto sa jej použitie relatívne obmedzilo.
4.10 PET/ koextrudovaný CPP
Koextrudovaný CPP v tejto štruktúre sa vo všeobecnosti vzťahuje na 5-vrstvový a 7-vrstvový CPP s vysokými bariérovými vlastnosťami, ako napríklad:
PP/spojovacia vrstva/EVOH/spojovacia vrstva/PP;
PP/spojovacia vrstva/PA/spojovacia vrstva/PP;
PP/lepená vrstva/PA/EVOH/PA/lepená vrstva/PP atď.;
Preto aplikácia koextrudovaného CPP zvyšuje húževnatosť produktu, znižuje rozbitie obalov počas vákuovania, vysokého tlaku a kolísania tlaku a predlžuje dobu trvanlivosti vďaka zlepšeným bariérovým vlastnostiam.
Stručne povedané, štruktúra rôznych vysokoteplotných varných vreciek je len predbežnou analýzou niektorých bežných štruktúr. S vývojom nových materiálov a technológií sa objavia aj nové štruktúry, takže varné obaly budú mať väčší výber.
Čas uverejnenia: 13. júla 2024


