
Retortpåsar har sitt ursprung i forskningen och utvecklingen av mjuka burkar i mitten av 1900-talet. Mjuka burkar avser förpackningar gjorda helt av mjuka material eller halvstyva behållare där åtminstone en del av väggen eller behållarlocket är tillverkat av mjuka förpackningsmaterial, inklusive retortpåsar, retortlådor, bundna korvar etc. Den huvudsakliga formen som används för närvarande är prefabricerade högtemperaturretortpåsar. Jämfört med traditionella metall-, glas- och andra hårda burkar har retortpåsar följande egenskaper:
● Förpackningsmaterialets tjocklek är liten och värmeöverföringen är snabb, vilket kan förkorta steriliseringstiden. Därför förändras innehållets färg, arom och smak lite, och förlusten av näringsämnen är liten.
● Förpackningsmaterialet är lätt och litet i storlek, vilket kan spara förpackningsmaterial, och transportkostnaden är låg och bekväm.

● Kan skriva ut utsökta mönster.
●Den har lång hållbarhet (6–12 månader) i rumstemperatur och är lätt att försluta och öppna.
● Ingen kylning krävs, vilket sparar på kylkostnader
● Den är lämplig för förpackning av många typer av livsmedel, såsom kött och fågel, vattenlevande produkter, frukt och grönsaker, olika spannmålsprodukter och soppor.
● Den kan värmas tillsammans med förpackningen för att förhindra att smaken går förlorad, särskilt lämplig för fältarbete, resor och militärmat.
Komplett produktion av matlagningspåsar, inklusive typ av innehåll, kvalitetssäkring av en omfattande förståelse av produktens strukturella design, substrat och bläck, val av lim, produktionsprocess, produkttestning, förpacknings- och steriliseringsprocesskontroll etc., eftersom matlagningspåsens produktstruktur är kärnan, så detta är en bred analys, inte bara för att analysera produktens substratkonfiguration, utan även för att ytterligare analysera prestandan hos olika strukturella produkter, användning, säkerhet och hygien, ekonomi och så vidare.
1. Matförstöring och sterilisering
Människor lever i en mikrobiell omgivning, hela jordens biosfär består av otaliga mikroorganismer. Om maten förökar sig mer än en viss gräns, blir den förstörd och förlorar sin ätbarhet.
Vanliga bakterier som orsakar matförstöring är Pseudomonas och Vibrio, båda värmetåliga. Enterobakterier dör vid 60 ℃ i 30 minuter, medan vissa arter av laktobaciller tål 30 minuters uppvärmning vid 65 ℃. Bacillus tål i allmänhet uppvärmning vid 95-100 ℃ i flera minuter, medan ett fåtal arter tål uppvärmning vid 120 ℃ i under 20 minuter. Förutom bakterier finns det också ett stort antal svampar i livsmedel, inklusive Trichoderma och jäst. Dessutom kan ljus, syre, temperatur, fukt och pH-värde orsaka matförstöring, men den viktigaste faktorn är mikroorganismer. Därför är högtemperaturtillagning för att döda mikroorganismer en viktig metod för att konservera livsmedel under lång tid.
Sterilisering av livsmedelsprodukter kan delas in i pastörisering vid 72 ℃, koksterilisering vid 100 ℃, högtemperatursterilisering vid 121 ℃, högtemperatursterilisering vid 135 ℃ och omedelbar sterilisering vid ultrahög temperatur vid 145 ℃. Vissa tillverkare använder även icke-standardiserade temperatursteriliseringar på cirka 110 ℃. Tabell 1 visar de svåraste steriliseringsförhållandena för Clostridium botulinum, beroende på vilka steriliseringsförhållanden som används för olika produkter.
Tabell 1 Dödstid för Clostridium botulinum-sporer i relation till temperatur
| temperatur ℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Dödstid (minuter) | 330 | 100 | 32 | 10 | 4 | 80-talet | 30s | 10s |
2. Egenskaper för råmaterial för ångpåse
Retortpåsar för hög temperatur och har följande egenskaper:
Långvarig förpackningsfunktion, stabil lagring, förebyggande av bakterietillväxt, motståndskraft mot hög temperatursterilisering etc.
Det är ett mycket bra kompositmaterial som lämpar sig för snabbförpackningar för livsmedel.
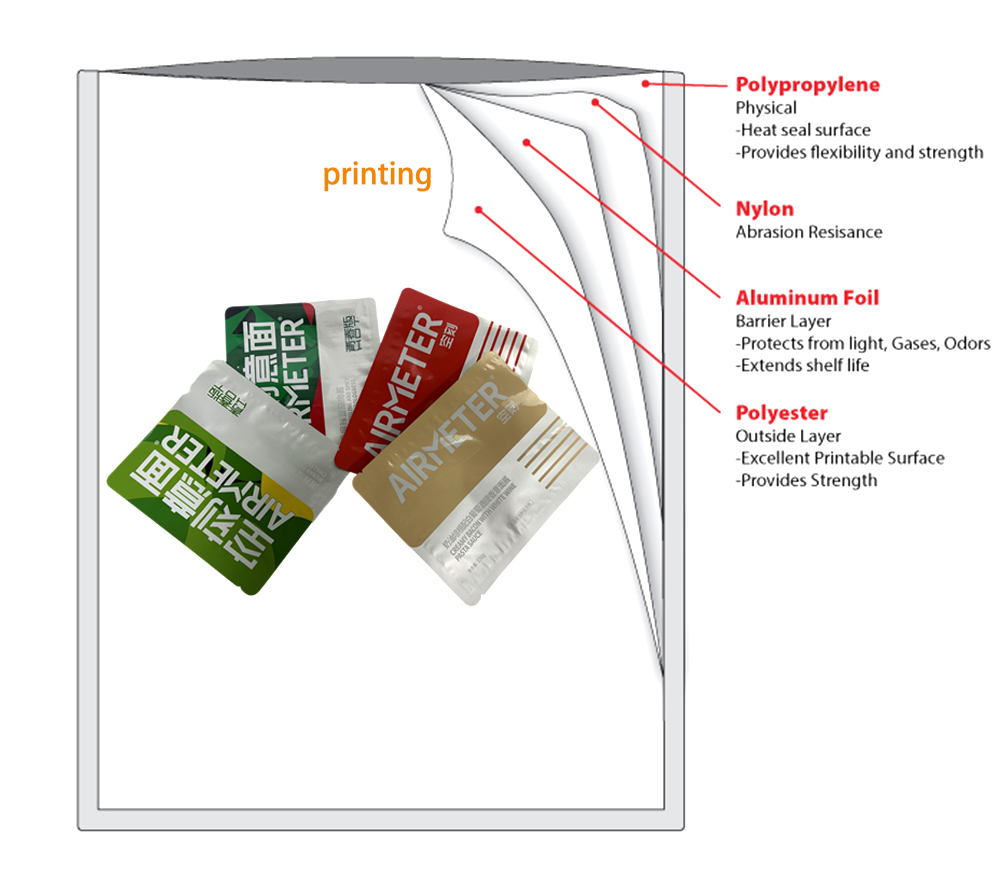
Typiskt strukturtest PET/lim/aluminiumfolie/lim/nylon/RCPP
Högtemperaturretorteringspåse med trelagersstruktur PET/AL/RCPP
MATERIALINSTRUKTIONER
(1) PET-film
BOPET-film har en avde högsta draghållfastheternaav alla plastfilmer, och kan möta behoven hos mycket tunna produkter med hög styvhet och hårdhet.
Utmärkt kyla- och värmebeständighet.Det tillämpliga temperaturintervallet för BOPET-film är från 70 ℃ - 150 ℃, vilket kan bibehålla utmärkta fysikaliska egenskaper inom ett brett temperaturområde och är lämpligt för de flesta produktförpackningar.
Utmärkt barriärprestanda.Den har utmärkta, heltäckande vatten- och luftbarriäregenskaper, till skillnad från nylon som påverkas kraftigt av fuktighet, liknar dess vattenbeständighet PE och dess luftgenomsläpplighetskoefficient är extremt låg. Den har en mycket hög barriärförmåga mot luft och lukt, och är ett av materialen för att behålla doft.
Kemisk resistens, resistent mot oljor och fetter, de flesta lösningsmedel och utspädda syror och alkalier.
(2) BOPA-FILM
BOPA-filmer har utmärkt hållbarhet.Draghållfasthet, rivhållfasthet, slaghållfasthet och brotthållfasthet är bland de bästa hos plastmaterial.
Enastående flexibilitet, nålhålsmotstånd, inte lätt för innehållet att punktera, är en viktig egenskap hos BOPA, god flexibilitet, men gör också att förpackningen känns bra.
Goda barriäregenskaper, god doftbevaring, resistens mot andra kemikalier än starka syror, särskilt utmärkt oljebeständighet.
Med ett brett spektrum av driftstemperaturer och en smältpunkt på 225 °C kan den användas under långa perioder mellan -60 °C och 130 °C. BOPA:s mekaniska egenskaper bibehålls vid både låga och höga temperaturer.
BOPA-filmens prestanda påverkas i hög grad av luftfuktighet, och både dimensionsstabilitet och barriäregenskaper påverkas av fuktigheten. Efter att BOPA-filmen har utsatts för fukt kommer den, förutom att skrynkla sig, generellt att förlängas horisontellt. Längsgående förkortning, förlängningshastighet på upp till 1 %.
(3) CPP-film av polypropenfilm, hög temperaturbeständighet, god värmeförseglingsprestanda;
CPP-film som är gjuten polypropenfilm, CPP:s allmänna matlagningsfilm använder binära slumpmässiga sampolypropenråvaror, filmpåsen är tillverkad av högtemperatursterilisering vid 121-125 ℃ och kan motstå 30-60 minuter.
CPP högtemperaturmatlagningsfilm med block-sampolypropylenråmaterial, tillverkad av filmpåsar kan motstå 135 ℃ högtemperatursterilisering, 30 minuter.
Prestandakraven är: Vicat mjukningspunktstemperaturen bör vara högre än tillagningstemperaturen, slagtåligheten bör vara god, mediebeständigheten bör vara god, och fisheye- och kristallpunkten bör vara så låg som möjligt.
Tål tryckkokningssterilisering vid 121 ℃ och 0,15 MPa, vilket nästan behåller matens form och smak, och filmen spricker inte, flagnar inte eller vidhäftar, och har god stabilitet; ofta med nylonfilm eller polyesterfilmkomposit, förpackade livsmedel som soppor, samt köttbullar, dumplings, ris och annan bearbetad fryst mat.
(4) Aluminiumfolie
Aluminiumfolie är den enda metallfolien i flexibla förpackningsmaterial. Aluminiumfolie är ett metallmaterial, och dess vattenblockerande, gasblockerande, ljusblockerande och smakbevarande egenskaper är svåra att jämföra med andra förpackningsmaterial. Aluminiumfolie är den enda metallfolien i flexibla förpackningsmaterial. Den tål tryckkokning vid 121 ℃ och 0,15 MPa för att säkerställa att matens form, smak och film inte spricker, flagnar eller vidhäftar, och har god stabilitet. Den används ofta med nylonfilm eller polyesterfilmkomposit, för förpackningar som innehåller soppor, köttbullar, dumplings, ris och annan bearbetad fryst mat.
(5) BLÄCK
Ångpåsar med polyuretanbaserat bläck för tryckning uppfyller kraven på låg resthalt lösningsmedel, hög kompositstyrka, ingen missfärgning efter tillagning, ingen delaminering, rynkor, såsom tillagningstemperaturen överstiger 121 ℃. En viss procentandel härdare bör tillsättas för att öka bläckets temperaturbeständighet.
Bläckhygien är oerhört viktigt, eftersom tungmetaller som kadmium, bly, kvicksilver, krom, arsenik och andra tungmetaller kan utgöra en allvarlig fara för den naturliga miljön och människokroppen. För det andra är själva bläcket materialets sammansättning, och bläcket innehåller en mängd olika länkar, pigment, färgämnen och tillsatser, såsom skumdämpare, antistatiska medel, mjukgörare och andra säkerhetsrisker. Det bör inte tillåtas att tillsätta en mängd olika tungmetallpigment, glykoleter och esterföreningar. Lösningsmedel kan innehålla bensen, formaldehyd, metanol, fenol, länkar kan innehålla fritt toluendiisocyanat, pigment kan innehålla PCB, aromatiska aminer och så vidare.
(6) Lim
Ångpåskomposit med tvåkomponents polyuretanlim, huvudsakligen i tre typer: polyesterpolyol, polyeterpolyol och polyuretanpolyol. Det finns två typer av härdningsmedel: aromatisk polyisocyanat och alifatisk polyisocyanat. Det bättre högtemperaturbeständiga ånglimmet har följande egenskaper:
●Hög torrhalt, låg viskositet, god bredbarhet.
● Utmärkt initial vidhäftning, ingen förlust av skalstyrka efter ångbehandling, ingen tunnelbildning i produktionen, ingen skrynkling efter ångbehandling.
● Limmet är hygieniskt säkert, giftfritt och luktfritt.
●Snabbare reaktionshastighet och kortare mognadstid (inom 48 timmar för plast-plastkompositprodukter och 72 timmar för aluminium-plastkompositprodukter).
● Låg beläggningsvolym, hög bindningsstyrka, hög värmeförseglingsstyrka, god temperaturbeständighet.
● Låg utspädningsviskositet, kan bearbetas i fast tillstånd med höga halter och god bredbarhet.
● Brett användningsområde, lämplig för en mängd olika filmer.
● God motståndskraft mot (värme, frost, syra, alkali, salt, olja, kryddor etc.).
Hygienen hos lim börjar med produktionen av den primära aromatiska aminen PAA (primär aromatisk amin), som härrör från den kemiska reaktionen mellan aromatiska isocyanater och vatten i tvåkomponentstryckfärger och lamineringslim. Bildningen av PAA härrör från aromatiska isocyanater, men inte från alifatiska isocyanater, akryler eller epoxibaserade lim. Närvaron av obehandlade, lågmolekylära ämnen och restlösningsmedel kan också utgöra en säkerhetsrisk. Närvaron av obehandlade lågmolekylära och restlösningsmedel kan också utgöra en säkerhetsrisk.
3. Huvudstrukturen hos matlagningspåsen
Enligt materialets ekonomiska, fysikaliska och kemiska egenskaper används följande strukturer vanligtvis för matlagningspåsar.
TVÅ lager: PET/CPP, BOPA/CPP, GL-PET/CPP.
TRE lager: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP, PET/PVDC/CPP, PET/EVOH/CPP, BOPA/EVOH/CPP
FYRA LAGER: PET/PA/AL/CPP, PET/AL/PA/CPP
Flervåningsstruktur.
PET/EVOH-samextruderad film /CPP, PET/PVDC-samextruderad film /CPP, PA/PVDC-samextruderad film /CPP PET/EVOH-samextruderad film, PA/PVDC-samextruderad film
4. Analys av tillagningspåsens strukturella egenskaper
Grundstrukturen för en matlagningspåse består av ett ytskikt/mellanskikt/värmeförseglingsskikt. Ytskiktet är vanligtvis tillverkat av PET och BOPA, vilket ger stöd, värmebeständighet och bra tryckegenskaper. Mellanskiktet är tillverkat av Al, PVDC, EVOH, BOPA, vilket huvudsakligen fungerar som barriär, ljusskydd och dubbelsidig komposit. Värmeförseglingsskiktet är tillverkat av olika typer av CPP, EVOH, BOPA och så vidare. Valet av olika typer av värmeförseglingsskikt, såsom samextruderad PP och PVDC, EVOH samextruderad film, måste också väljas för matlagning under 110 ℃. Detta har främst betydelse för värmeförsegling, punkteringsbeständighet, kemisk resistens, men också låg adsorption och god hygien.
4.1 PET/lim/PE
Denna struktur kan ändras till PA/lim/PE, PE kan ändras till HDPE, LLDPE, MPE, förutom ett litet antal special-HDPE-filmer, på grund av PE:s temperaturbeständighet används den vanligtvis för steriliserade påsar på 100 ~ 110 ℃ eller så. Limmet kan väljas från vanligt polyuretanlim och kokande lim, olämpligt för köttförpackningar, barriären är dålig, påsen blir skrynklig efter ångning och ibland klibbar filmens inre lager till varandra. I huvudsak är denna struktur bara en kokande påse eller pastöriserad påse.
4.2 PET/lim/CPP
Denna struktur är en typisk transparent matlagningspåsestruktur som kan förpackas för de flesta matlagningsprodukter. Produkten kännetecknas av god synlighet och direkt synlig innehåll, men den behöver inte förpackas för att undvika ljus. Produkten är svår att vidröra och behöver ofta rundade hörn. Produktens struktur är vanligtvis 121 ℃ steriliserad, vanligt högtemperaturmatlagningslim och vanlig matlagnings-CPP. Limmet bör dock ha en liten krympningsgrad, annars krymper limlagret och driver bläcket att röra sig, vilket kan leda till delaminering efter ångbehandling.
4.3 BOPA/lim/CPP
Detta är en vanlig genomskinlig matlagningspåse för sterilisering vid 121 ℃, med god genomskinlighet, mjuk beröring och god punkteringsmotståndskraft. Produkten kan inte heller användas för att undvika lätt produktförpackning.
På grund av BOPA:s höga fuktgenomsläpplighet uppstår det lätt färggenomsläpplighet vid ångning på tryckta produkter. Speciellt röda färger tränger in på ytan. Vid tillverkning av bläck behöver man ofta tillsätta härdningsmedel för att förhindra detta. Dessutom uppstår det lätt anti-klibbning i BOPA:s bläck på grund av låg vidhäftning, särskilt i miljöer med hög luftfuktighet. Halvfabrikat och färdiga påsar måste förseglas och förpackas under bearbetning.
4.4 KPET/CPP, KBOPA/CPP
Denna struktur används inte ofta, produktens transparens är god och barriäregenskaperna är höga, men den kan endast användas för sterilisering under 115 ℃, temperaturbeständigheten är något sämre och det finns tvivel om dess hälsa och säkerhet.
4.5 PET/BOPA/CPP
Produktens struktur har hög hållfasthet, god transparens och god punkteringsmotståndskraft. På grund av den stora krympningsskillnaden mellan PET och BOPA används den vanligtvis för produktförpackningar under 121 ℃.
Förpackningens innehåll är mer surt eller alkaliskt när man väljer denna produktstruktur, snarare än att använda en aluminiumhaltig struktur.
Det yttre limlagret kan användas för att välja koklim, vilket kan minska kostnaden på lämpligt sätt.
4.6 PET/Al/CPP
Detta är den mest typiska strukturen för ogenomskinliga matlagningspåsar, beroende på olika tryckfärger, lim, CPP, kan tillagningstemperaturer från 121 ~ 135 ℃ användas i denna struktur.
PET/enkomponentsfärg/högtemperaturlim/Al7µm/högtemperaturlim/CPP60µm-struktur kan uppnå tillagningskrav på 121 ℃.
PET/Tvåkomponentsfärg/Högtemperaturlim/Al9µm/Högtemperaturlim/Högtemperatur CPP70µm-strukturen kan tillagas vid en tillagningstemperatur på över 121 ℃, vilket ökar barriäregenskaperna och förlänger hållbarheten, vilket kan vara mer än ett år.
4.7 BOPA/Al/CPP
Denna struktur liknar ovanstående 4,6-struktur, men på grund av BOPA:s stora vattenabsorption och krympning är den inte lämplig för högtemperaturtillagning över 121 ℃, men punkteringsmotståndet är bättre och den kan uppfylla kraven för tillagning vid 121 ℃.
4.8 PET/PVDC/CPP, BOPA/PVDC/CPP
Denna produktbarriärstruktur är mycket bra, lämplig för tillagningssterilisering vid 121 ℃ och följande temperaturer, och syre har höga barriärkrav för produkten.
PVDC i ovanstående struktur kan ersättas med EVOH, som också har höga barriäregenskaper, men dess barriäregenskaper minskar markant när den steriliseras vid hög temperatur, och BOPA kan inte användas som ytskikt, annars minskar barriäregenskaperna kraftigt med temperaturökningen.
4.9 PET/Al/BOPA/CPP
Detta är en högpresterande konstruktion av matlagningspåsar som kan förpacka praktiskt taget alla matlagningsprodukter och som även tål tillagningstemperaturer på 121 till 135 grader Celsius.
Struktur I: PET12µm/högtemperaturlim/Al7µm/högtemperaturlim/BOPA15µm/högtemperaturlim/CPP60µm. Denna struktur har god barriär, bra punkteringsmotstånd, god ljusabsorberande styrka och är en utmärkt 121℃-matlagningspåse.

Struktur II: PET12µm/högtemperaturlim/Al9µm/högtemperaturlim/BOPA15µm/högtemperaturlim/högtemperatur CPP70µm. Denna struktur har, utöver alla prestandaegenskaper hos struktur I, egenskaper för högtemperaturkokning över 121 ℃. Struktur III: PET/lim A/Al/lim B/BOPA/lim C/CPP. Mängden lim för lim A är 4g/㎡, mängden lim för lim B är 3g/㎡ och mängden lim för lim C är 5-6g/㎡, vilket kan uppfylla kraven och minska mängden lim för lim A och lim B, vilket kan spara kostnader i motsvarande grad.
I det andra fallet är lim A och lim B tillverkade av lim av bättre kokkvalitet, och lim C är tillverkat av högtemperaturbeständigt lim, vilket också kan uppfylla kravet på 121 ℃ kokning och samtidigt minska kostnaden.
Struktur IV: PET/lim/BOPA/lim/Al/lim/CPP. Denna struktur har BOPA-omkopplat läge. Produktens övergripande prestanda har inte förändrats nämnvärt. Men fördelarna med BOPA-seghet, punkteringsmotstånd, hög kompositstyrka och andra egenskaper gör att strukturen inte får fullt utslag, därför används den i relativt få fall.
4.10 PET/samextruderad CPP
Samextruderad CPP i denna struktur avser generellt 5-lagers och 7-lagers CPP med höga barriäregenskaper, såsom:
PP/bindeskikt/EVOH/bindeskikt/PP;
PP/bindeskikt/PA/bindeskikt/PP;
PP/bundet lager/PA/EVOH/PA/bundet lager/PP, etc.;
Därför ökar appliceringen av samextruderad CPP produktens seghet, minskar risken för att förpackningar går sönder under vakuumering, högt tryck och tryckfluktuationer, och förlänger retentionsperioden tack vare de förbättrade barriäregenskaperna.
Kort sagt, strukturen hos högtemperaturmatlagningspåsar är ovanstående bara en preliminär analys av vissa gemensamma strukturer. Med utvecklingen av nya material och ny teknik kommer det att finnas fler och fler nya strukturer, så att matlagningsförpackningarna har ett större utbud.
Publiceringstid: 13 juli 2024


