
Retortenbeutel entstanden Mitte des 20. Jahrhunderts aus der Forschung und Entwicklung von Weichdosen. Weichdosen bezeichnen Verpackungen, die vollständig aus weichen Materialien bestehen, oder halbfeste Behälter, deren Wände oder Deckel zumindest teilweise aus weichen Verpackungsmaterialien gefertigt sind. Beispiele hierfür sind Retortenbeutel, Retortenboxen, gebundene Würste usw. Die heute am häufigsten verwendete Form sind vorgefertigte Hochtemperatur-Retortenbeutel. Im Vergleich zu herkömmlichen Dosen aus Metall, Glas oder anderen harten Materialien weisen Retortenbeutel folgende Eigenschaften auf:
● Die geringe Dicke des Verpackungsmaterials und die schnelle Wärmeübertragung verkürzen die Sterilisationszeit. Dadurch bleiben Farbe, Aroma und Geschmack des Inhalts weitgehend erhalten, und der Nährstoffverlust ist gering.
●Das Verpackungsmaterial ist leicht und klein, wodurch Verpackungsmaterial gespart wird und die Transportkosten niedrig und bequem sind.

●Kann exquisite Muster drucken.
●Es ist bei Raumtemperatur lange haltbar (6-12 Monate) und lässt sich leicht verschließen und öffnen.
●Keine Kühlung erforderlich, dadurch Einsparung von Kühlkosten
●Es eignet sich zum Verpacken vieler Arten von Lebensmitteln, wie z. B. Fleisch und Geflügel, Wasserprodukte, Obst und Gemüse, verschiedene Getreideprodukte und Suppen.
●Es kann zusammen mit der Verpackung erhitzt werden, um den Geschmack zu erhalten; besonders geeignet für Feldarbeit, Reisen und Militärverpflegung.
Die komplette Herstellung von Kochbeuteln umfasst die Art des Inhalts, die Qualitätssicherung und ein umfassendes Verständnis des Produktdesigns, des Substrats und der Tinte, der Klebstoffauswahl, des Produktionsprozesses, der Produktprüfung, der Verpackung und der Sterilisationsprozesskontrolle usw. Da das Design der Produktstruktur von Kochbeuteln im Mittelpunkt steht, handelt es sich um eine umfassende Analyse, die nicht nur die Substratkonfiguration des Produkts untersucht, sondern auch die Leistung verschiedener Strukturprodukte, die Verwendung, die Sicherheit und Hygiene, die Wirtschaftlichkeit usw. analysiert.
1. Lebensmittelverderb und Sterilisation
Der Mensch lebt in einer mikrobiellen Umgebung, die gesamte Biosphäre der Erde besteht aus unzähligen Mikroorganismen. Bei einer mikrobiellen Vermehrung von Lebensmitteln über ein bestimmtes Maß hinaus verderben die Lebensmittel und verlieren ihre Genießbarkeit.
Zu den häufigsten Bakterien, die Lebensmittelverderb verursachen, gehören Pseudomonas und Vibrio. Beide sind hitzebeständig. Enterobakterien sterben bei 60 °C nach 30 Minuten Erhitzung ab. Einige Laktobazillenarten überstehen 65 °C nach 30 Minuten. Bacillus-Arten vertragen in der Regel 95–100 °C nach einigen Minuten, wenige sogar 120 °C nach weniger als 20 Minuten. Neben Bakterien kommen auch zahlreiche Pilze in Lebensmitteln vor, darunter Trichoderma und Hefen. Licht, Sauerstoff, Temperatur, Feuchtigkeit und pH-Wert können ebenfalls Lebensmittelverderb verursachen, der Hauptfaktor sind jedoch Mikroorganismen. Daher ist das Garen bei hohen Temperaturen zur Abtötung von Mikroorganismen eine wichtige Methode zur langfristigen Konservierung von Lebensmitteln.
Die Sterilisation von Lebensmitteln lässt sich in folgende Verfahren unterteilen: Pasteurisierung bei 72 °C, Sterilisation durch Kochen bei 100 °C, Sterilisation durch Erhitzen bei 121 °C, Sterilisation durch Erhitzen bei 135 °C und Sofortsterilisation bei ultrahocherhitzter Temperatur bei 145 °C. Einige Hersteller verwenden zudem Sterilisationsverfahren mit einer nicht standardisierten Temperatur von etwa 110 °C. Die für verschiedene Produkte geeigneten Sterilisationsbedingungen sowie die für die Abtötung von Clostridium botulinum am schwierigsten zu ermittelnden Bedingungen sind in Tabelle 1 dargestellt.
Tabelle 1: Abtötungszeitpunkt von Clostridium botulinum-Sporen in Abhängigkeit von der Temperatur
| Temperatur℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Todeszeitpunkt (Minuten) | 330 | 100 | 32 | 10 | 4 | 80er Jahre | 30s | 10s |
2. Eigenschaften des Rohmaterials für Dampfgarbeutel
Hochtemperatur-Retortenbeutel mit folgenden Eigenschaften:
Langlebige Verpackungsfunktion, stabile Lagerung, Verhinderung von Bakterienwachstum, Beständigkeit gegen Sterilisation bei hohen Temperaturen usw.
Es handelt sich um einen sehr guten Verbundwerkstoff, der sich für die Verpackung von Fertiggerichten eignet.
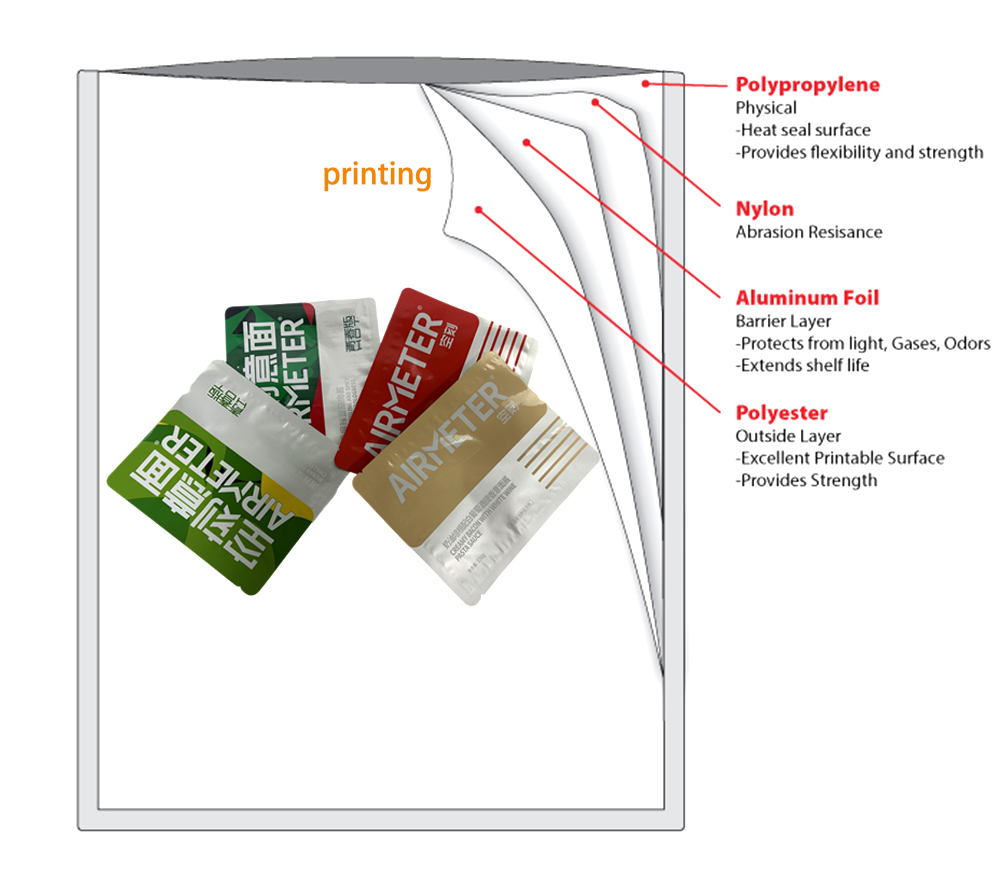
Typischer Strukturtest: PET/Klebstoff/Aluminiumfolie/Klebstoff/Nylon/RCPP
Hochtemperatur-Retortenbeutel mit dreilagiger Struktur PET/AL/RCPP
MATERIALANLEITUNG
(1) PET-Folie
Der BOPET-Film hat einen derdie höchsten Zugfestigkeitenaus allen Kunststofffolien und kann die Anforderungen an sehr dünne Produkte mit hoher Steifigkeit und Härte erfüllen.
Hervorragende Kälte- und Hitzebeständigkeit.Der anwendbare Temperaturbereich der BOPET-Folie liegt zwischen 70℃ und 150℃. Sie behält ihre hervorragenden physikalischen Eigenschaften in einem breiten Temperaturbereich und eignet sich für die meisten Produktverpackungen.
Hervorragende Barriereleistung.Es bietet hervorragende Wasser- und Luftbarriereeigenschaften. Im Gegensatz zu Nylon, das stark von Feuchtigkeit beeinflusst wird, ist seine Wasserbeständigkeit vergleichbar mit der von PE, und sein Luftdurchlässigkeitskoeffizient ist extrem gering. Es besitzt eine sehr hohe Barrierewirkung gegen Luft und Gerüche und ist eines der Materialien zur Duftstoffkonservierung.
Chemische Beständigkeit, beständig gegen Öle und Fette, die meisten Lösungsmittel sowie verdünnte Säuren und Laugen.
(2) BOPA FILM
BOPA-Folien weisen eine ausgezeichnete Zähigkeit auf.Zugfestigkeit, Reißfestigkeit, Schlagfestigkeit und Bruchfestigkeit zählen zu den besten Eigenschaften von Kunststoffen.
Hervorragende Flexibilität, Widerstandsfähigkeit gegen Nadellöcher, wodurch der Inhalt nicht leicht durchstochen werden kann, ist ein Hauptmerkmal von BOPA; gute Flexibilität sorgt zudem für ein angenehmes Gefühl bei der Verpackung.
Gute Barriereeigenschaften, gute Duftstoffbeständigkeit, Beständigkeit gegenüber anderen Chemikalien als starken Säuren, insbesondere ausgezeichnete Ölbeständigkeit.
Dank eines breiten Betriebstemperaturbereichs und eines Schmelzpunkts von 225 °C kann es über lange Zeiträume zwischen -60 °C und 130 °C eingesetzt werden. Die mechanischen Eigenschaften von BOPA bleiben sowohl bei niedrigen als auch bei hohen Temperaturen erhalten.
Die Eigenschaften von BOPA-Folie werden stark von der Luftfeuchtigkeit beeinflusst, sowohl die Dimensionsstabilität als auch die Barriereeigenschaften. Nach dem Kontakt mit Feuchtigkeit neigt BOPA-Folie neben Faltenbildung in der Regel zu einer horizontalen Längenverkürzung mit einer Dehnungsrate von bis zu 1 %.
(3) CPP-Folie: Polypropylenfolie, hohe Temperaturbeständigkeit, gute Heißsiegelleistung;
Bei CPP-Folie handelt es sich um gegossene Polypropylenfolie, CPP-Allzweck-Kochfolie aus binären, zufällig zusammengesetzten Copolymer-Rohstoffen. Der daraus hergestellte Folienbeutel kann einer Hochtemperatursterilisation bei 121-125 °C für 30-60 Minuten standhalten.
CPP-Hochtemperatur-Kochfolie aus Blockcopolypropylen-Rohstoffen; die daraus hergestellten Folienbeutel sind 30 Minuten lang sterilisierbar bei 135 °C.
Die Leistungsanforderungen sind: Die Vicat-Erweichungstemperatur sollte höher als die Kochtemperatur sein, die Schlagfestigkeit sollte gut sein, die Beständigkeit gegenüber verschiedenen Medien sollte gut sein, Fischaugen und Kristallpunkte sollten so gering wie möglich sein.
Hält Druckkoch-Sterilisationen bei 121 °C und 0,15 MPa stand, erhält nahezu die Form und den Geschmack der Lebensmittel, und die Folie reißt, blättert nicht ab und klebt nicht an, weist eine gute Stabilität auf; wird häufig mit Nylon- oder Polyesterfolie kombiniert und dient zur Verpackung von Suppen, aber auch von Fleischbällchen, Teigtaschen, Reis und anderen verarbeiteten Tiefkühlprodukten.
(4) Aluminiumfolie
Aluminiumfolie ist die einzige Metallfolie unter den flexiblen Verpackungsmaterialien. Als Metallmaterial bietet sie unübertroffene Eigenschaften hinsichtlich Wasser-, Gas- und Lichtundurchlässigkeit sowie Geschmackserhaltung. Aluminiumfolie ist die einzige Metallfolie unter den flexiblen Verpackungsmaterialien. Sie hält einer Sterilisation unter Druck von 121 °C und 0,15 MPa stand und gewährleistet so die Form und den Geschmack der Lebensmittel. Die Folie reißt, blättert nicht ab und klebt nicht an. Sie zeichnet sich durch hohe Stabilität aus. Aluminiumfolie wird häufig mit Nylon- oder Polyesterfolie kombiniert und eignet sich zum Verpacken von Suppen, Fleischbällchen, Teigtaschen, Reis und anderen verarbeiteten Tiefkühlprodukten.
(5) Tinte
Für den Druck von Dampfgarbeuteln mit Polyurethan-basierter Tinte gelten folgende Anforderungen: geringe Restlösungsmittel, hohe Verbundfestigkeit, keine Verfärbung nach dem Garen, keine Delamination, keine Faltenbildung. Bei Gartemperaturen über 121 °C muss ein bestimmter Prozentsatz an Härter hinzugefügt werden, um die Temperaturbeständigkeit der Tinte zu erhöhen.
Die Hygiene von Druckfarben ist von größter Wichtigkeit. Schwermetalle wie Cadmium, Blei, Quecksilber, Chrom, Arsen und andere können eine ernsthafte Gefahr für die Umwelt und den menschlichen Körper darstellen. Darüber hinaus ist die Zusammensetzung der Druckfarbe selbst entscheidend. Sie besteht aus verschiedenen Bindemitteln, Pigmenten, Farbstoffen und diversen Zusatzstoffen wie Entschäumern, Antistatika und Weichmachern, die weitere Sicherheitsrisiken bergen können. Die Zugabe von Schwermetallpigmenten, Glykolethern und Estern ist untersagt. Lösungsmittel können Benzol, Formaldehyd, Methanol oder Phenol enthalten, Bindemittel freies Toluoldiisocyanat und Pigmente PCBs, aromatische Amine usw.
(6) Klebstoffe
Dampfretortenbeutel-Verbundwerkstoff mit Zweikomponenten-Polyurethanklebstoff, dessen Hauptbestandteile in drei Varianten vorliegen: Polyesterpolyol, Polyetherpolyol und Polyurethanpolyol. Es gibt zwei Arten von Härtern: aromatische und aliphatische Polyisocyanate. Der hochtemperaturbeständige Dampfretortenbeutel-Verbundwerkstoff weist folgende Eigenschaften auf:
●Hoher Feststoffgehalt, niedrige Viskosität, gute Streichfähigkeit.
●Hervorragende Anfangshaftung, kein Verlust der Schälfestigkeit nach dem Dämpfen, keine Tunnelbildung in der Produktion, keine Faltenbildung nach dem Dämpfen.
●Der Klebstoff ist hygienisch unbedenklich, ungiftig und geruchlos.
●Schnellere Reaktionsgeschwindigkeit und kürzere Reifezeit (innerhalb von 48 Stunden bei Kunststoff-Kunststoff-Verbundprodukten und 72 Stunden bei Aluminium-Kunststoff-Verbundprodukten).
●Geringes Beschichtungsvolumen, hohe Haftfestigkeit, hohe Heißsiegelfestigkeit, gute Temperaturbeständigkeit.
●Niedrige Verdünnungsviskosität, hohe Leistungsfähigkeit im festen Zustand und gute Streichfähigkeit.
●Breites Anwendungsspektrum, geeignet für eine Vielzahl von Folien.
●Gute Beständigkeit gegenüber (Hitze, Frost, Säure, Lauge, Salz, Öl, Gewürzen usw.).
Die Hygiene von Klebstoffen beginnt mit der Bildung des primären aromatischen Amins PAA (primäres aromatisches Amin), das durch die chemische Reaktion zwischen aromatischen Isocyanaten und Wasser in Zweikomponenten-Druckfarben und Laminierklebstoffen entsteht. PAA wird aus aromatischen Isocyanaten gebildet, nicht jedoch aus aliphatischen Isocyanaten, Acrylaten oder Epoxidklebstoffen. Auch das Vorhandensein von unfertigen, niedermolekularen Substanzen und Restlösungsmitteln kann ein Sicherheitsrisiko darstellen.
3. Der Hauptaufbau des Kochbeutels
Nach den ökonomischen, physikalischen und chemischen Eigenschaften des Materials werden üblicherweise folgende Strukturen für Kochbeutel verwendet.
ZWEI Schichten: PET/CPP, BOPA/CPP, GL-PET/CPP.
DREI Schichten: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP, PET/PVDC/CPP, PET/EVOH/CPP, BOPA/EVOH/CPP
VIER SCHICHTEN: PET/PA/AL/CPP, PET/AL/PA/CPP
Mehrgeschossiges Gebäude.
PET/EVOH-Coextrusionsfolie/CPP, PET/PVDC-Coextrusionsfolie/CPP, PA/PVDC-Coextrusionsfolie/CPP
4. Analyse der strukturellen Eigenschaften des Kochbeutels
Der Kochbeutel besteht im Wesentlichen aus einer Oberflächenschicht, einer Zwischenschicht und einer Heißsiegelschicht. Die Oberflächenschicht besteht in der Regel aus PET und BOPA und dient der Stabilität, Hitzebeständigkeit und Bedruckbarkeit. Die Zwischenschicht besteht aus Aluminium, PVDC, EVOH oder BOPA und fungiert hauptsächlich als Barriere, Lichtschutz und doppelseitiges Verbundmaterial. Die Heißsiegelschicht wird aus verschiedenen Materialien wie CPP, EVOH oder BOPA hergestellt. Für Kochtemperaturen unter 110 °C kommt LLDPE-Folie zum Einsatz, die vor allem für die Heißsiegelung, Durchstoßfestigkeit, Chemikalienbeständigkeit, geringe Materialadsorption und gute Hygiene sorgt.
4.1 PET/Klebstoff/PE
Diese Struktur kann auf PA/Klebstoff/PE umgestellt werden. PE kann durch HDPE, LLDPE oder MPE ersetzt werden. Zusätzlich gibt es einige spezielle HDPE-Folien, die aufgrund der Temperaturbeständigkeit des PE üblicherweise für Sterilisationsbeutel bei ca. 100–110 °C verwendet werden. Als Klebstoff kann handelsüblicher Polyurethankleber oder Kochkleber verwendet werden. Diese Verpackungen sind jedoch nicht für Fleischverpackungen geeignet, da die Barrierewirkung gering ist. Der Beutel kann nach dem Dämpfen Falten werfen, und die inneren Folienschichten können miteinander verkleben. Im Wesentlichen handelt es sich bei dieser Struktur um einen Koch- oder Pasteurisierungsbeutel.
4.2 PET/Klebstoff/CPP
Diese Struktur ist eine typische transparente Kochbeutelkonstruktion, die sich für die Verpackung der meisten Kochprodukte eignet. Charakteristisch ist die gute Sichtbarkeit des Produkts; der Inhalt ist direkt erkennbar. Allerdings ist diese Konstruktion nicht geeignet, wenn das Produkt vor Licht geschützt werden muss. Das Material fühlt sich hart an und muss daher oft abgerundete Ecken haben. Diese Beutelkonstruktion wird üblicherweise bei 121 °C sterilisiert und mit handelsüblichem Hochtemperatur-Kochkleber, z. B. handelsüblichem Koch-CPP, verklebt. Es ist jedoch darauf zu achten, dass der Kleber eine geringe Schrumpfungsrate aufweist, da sich die Klebeschicht sonst zusammenzieht und die Tinte verläuft. Dies kann nach dem Dämpfen zu Ablösungen führen.
4.3 BOPA/Klebstoff/CPP
Dies ist ein handelsüblicher, transparenter Kochbeutel für die Sterilisation bei 121 °C. Er zeichnet sich durch gute Transparenz, eine angenehme Haptik und hohe Durchstoßfestigkeit aus. Das Produkt ist jedoch nicht geeignet, wenn eine Verpackung aus leichten Materialien erforderlich ist.
Aufgrund der hohen Feuchtigkeitsdurchlässigkeit von BOPA kann es bei bedruckten Produkten während des Dämpfens leicht zu Farbdurchdringungen kommen, insbesondere bei roten Farben. Daher muss der Druckfarbe oft ein Härter zugesetzt werden, um dies zu verhindern. Zudem haftet die Farbe in BOPA nur schlecht, was insbesondere bei hoher Luftfeuchtigkeit zu Antihafteffekten führen kann. Halbfertigprodukte und fertige Beutel müssen daher während der Verarbeitung versiegelt und verpackt werden.
4.4 KPET/CPP、KBOPA/CPP
Diese Konstruktion ist nicht weit verbreitet, die Produkttransparenz ist gut, die Barriereeigenschaften sind hoch, aber es kann nur zur Sterilisation unter 115 °C verwendet werden, die Temperaturbeständigkeit ist etwas schlechter, und es bestehen Zweifel an der gesundheitlichen Unbedenklichkeit.
4.5 PET/BOPA/CPP
Diese Produktstruktur zeichnet sich durch hohe Festigkeit, gute Transparenz und gute Durchstoßfestigkeit aus. Aufgrund des großen Unterschieds in der Schrumpfungsrate zwischen PET und BOPA wird sie im Allgemeinen für Produktverpackungen bei Temperaturen bis 121 °C verwendet.
Der Inhalt der Packung ist saurer oder alkalischer, wenn man sich für diese Produktstruktur entscheidet, anstatt eine aluminiumhaltige Struktur zu verwenden.
Die äußere Klebstoffschicht kann zur Auswahl des gekochten Klebstoffs verwendet werden, wodurch die Kosten entsprechend reduziert werden können.
4.6 PET/Al/CPP
Dies ist die typischste Struktur für nicht-transparente Kochbeutel. Je nach verwendeter Tinte, Klebstoff und CPP-Materialien kann bei dieser Struktur eine Kochtemperatur von 121 bis 135 °C verwendet werden.
Die Struktur PET/Einkomponenten-Tinte/Hochtemperaturklebstoff/Al7µm/Hochtemperaturklebstoff/CPP60µm kann die Anforderungen für eine Kochtemperatur von 121℃ erfüllen.
Die Struktur PET/Zweikomponententinte/Hochtemperaturklebstoff/Al9µm/Hochtemperaturklebstoff/Hochtemperatur-CPP70µm ermöglicht Kochtemperaturen von über 121℃, verbessert die Barriereeigenschaften und verlängert die Haltbarkeit auf mehr als ein Jahr.
4.7 BOPA/Al/CPP
Diese Struktur ähnelt der oben beschriebenen Struktur 4.6, ist jedoch aufgrund der hohen Wasseraufnahme und Schrumpfung von BOPA nicht für das Kochen bei hohen Temperaturen über 121 °C geeignet. Die Durchstoßfestigkeit ist jedoch besser, sodass die Anforderungen für das Kochen bei 121 °C erfüllt werden können.
4.8 PET/PVDC/CPP、BOPA/PVDC/CPP
Diese Barrierestruktur des Produkts ist sehr gut und eignet sich für die Sterilisation bei Temperaturen ab 121 °C, wobei hohe Anforderungen an die Sauerstoffbarriere gestellt werden.
Das PVDC in der oben genannten Struktur kann durch EVOH ersetzt werden, das ebenfalls eine hohe Barrierewirkung aufweist, dessen Barrierewirkung jedoch bei Sterilisation bei hohen Temperaturen deutlich abnimmt. BOPA kann nicht als Oberflächenschicht verwendet werden, da sonst die Barrierewirkung mit steigender Temperatur stark abnimmt.
4.9 PET/Al/BOPA/CPP
Es handelt sich um eine Hochleistungskonstruktion von Kochbeuteln, die praktisch jedes Kochprodukt verpacken können und auch Kochtemperaturen von 121 bis 135 Grad Celsius standhalten.
Struktur I: PET12µm/Hochtemperaturklebstoff/Al7µm/Hochtemperaturklebstoff/BOPA15µm/Hochtemperaturklebstoff/CPP60µm, diese Struktur weist eine gute Barrierewirkung, eine gute Durchstoßfestigkeit und eine gute Lichtabsorptionsstärke auf und ist eine hervorragende Kochbeutelart für 121℃.

Struktur II: PET 12 µm/Hochtemperaturklebstoff/Al 9 µm/Hochtemperaturklebstoff/BOPA 15 µm/Hochtemperaturklebstoff/Hochtemperatur-CPP 70 µm. Diese Struktur weist zusätzlich zu allen Leistungseigenschaften von Struktur I die Eigenschaft auf, bei Temperaturen von 121 °C und darüber hitzebeständig zu sein. Struktur III: PET/Klebstoff A/Al/Klebstoff B/BOPA/Klebstoff C/CPP. Die Klebstoffmenge beträgt 4 g/m² für Klebstoff A, 3 g/m² für Klebstoff B und 5–6 g/m² für Klebstoff C. Diese Werte erfüllen die Anforderungen und ermöglichen durch die Reduzierung der Klebstoffmengen von A und B eine angemessene Kosteneinsparung.
Im anderen Fall bestehen Klebstoff A und Klebstoff B aus einem besseren kochfesten Klebstoff, und Klebstoff C besteht aus einem hochtemperaturbeständigen Klebstoff, der ebenfalls die Anforderung einer Siedetemperatur von 121℃ erfüllt und gleichzeitig die Kosten senkt.
Struktur IV: PET/Klebstoff/BOPA/Klebstoff/Al/Klebstoff/CPP, bei dieser Struktur ist die BOPA-Position vertauscht, die Gesamtleistung des Produkts hat sich nicht wesentlich verändert, aber die Zähigkeit, Durchstoßfestigkeit, hohe Verbundfestigkeit und andere vorteilhafte Eigenschaften von BOPA konnten bei dieser Struktur nicht voll ausgeschöpft werden, weshalb sie relativ selten Anwendung findet.
4.10 PET/ Coextrudiertes CPP
Bei dieser Struktur bezieht sich coextrudiertes CPP im Allgemeinen auf 5- und 7-lagiges CPP mit hohen Barriereeigenschaften, wie zum Beispiel:
PP/Bindeschicht/EVOH/Bindeschicht/PP;
PP/Haftschicht/PA/Haftschicht/PP;
PP/Bindeschicht/PA/EVOH/PA/Bindeschicht/PP usw.;
Daher erhöht die Verwendung von coextrudiertem CPP die Zähigkeit des Produkts, verringert das Bruchrisiko der Verpackungen beim Vakuumieren, bei hohem Druck und Druckschwankungen und verlängert die Haltbarkeitsdauer aufgrund der verbesserten Barriereeigenschaften.
Kurz gesagt, die Struktur der Hochtemperatur-Kochbeutelvarianten – die obige Analyse stellt nur eine vorläufige Betrachtung einiger gängiger Strukturen dar – wird mit der Entwicklung neuer Materialien und Technologien immer neuere Strukturen hervorbringen, sodass die Auswahl an Kochverpackungen größer wird.
Veröffentlichungsdatum: 13. Juli 2024


