
As bolsas de retorta orixináronse na investigación e desenvolvemento de latas brandas a mediados do século XX. As latas brandas refírense a envases feitos completamente de materiais brandos ou recipientes semirríxidos nos que polo menos parte da parede ou da tapa do recipiente está feita de materiais de envasado brandos, incluíndo bolsas de retorta, caixas de retorta, salchichas atadas, etc. A forma principal que se emprega actualmente son as bolsas de retorta prefabricadas de alta temperatura. En comparación coas latas tradicionais de metal, vidro e outras latas ríxidas, as bolsas de retorta teñen as seguintes características:
● O grosor do material de embalaxe é pequeno e a transferencia de calor é rápida, o que pode acurtar o tempo de esterilización. Polo tanto, a cor, o aroma e o sabor do contido cambian pouco e a perda de nutrientes é pequena.
● O material de embalaxe é lixeiro e de pequeno tamaño, o que pode aforrar materiais de embalaxe, e o custo de transporte é baixo e cómodo.

● Pode imprimir patróns exquisitos.
●Ten unha longa vida útil (6-12 meses) a temperatura ambiente e é doado de selar e abrir.
●Non require refrixeración, o que aforra custos de refrixeración
●É axeitado para envasar moitos tipos de alimentos, como carne e aves, produtos acuáticos, froitas e verduras, diversos alimentos de cereais e sopas.
● Pódese quentar xunto co envase para evitar que se perda o sabor, especialmente axeitado para traballos de campo, viaxes e comida militar.
Produción completa de bolsas de cocción, incluíndo o tipo de contido, a garantía de calidade e unha comprensión integral do deseño estrutural do produto, o substrato e a tinta, a selección de adhesivos, o proceso de produción, as probas do produto, o control do proceso de envasado e esterilización, etc., debido a que o deseño da estrutura do produto da bolsa de cocción é o núcleo, polo que esta é unha análise ampla, non só para analizar a configuración do substrato do produto, senón tamén para analizar máis a fondo o rendemento de diferentes produtos estruturais, o uso, a seguridade e a hixiene, a economía, etc.
1. Deterioración e esterilización dos alimentos
Os seres humanos viven nun ambiente microbiano, na biosfera terrestre existen innumerables microorganismos, e se os alimentos superan un certo límite de reprodución microbiana, os alimentos estragaranse e perderán a súa comestibilidade.
Algunhas bacterias comúns que alteran os alimentos son *Pseudomonas* e *Vibrio*, ambas resistentes á calor. As enterobacterias morren despois de quentar a 60 ℃ durante 30 minutos. Algunhas especies de lactobacilos poden soportar quentar a 65 ℃ durante 30 minutos. Os *Bacillus* xeralmente poden soportar quentar a 95-100 ℃ durante varios minutos, e algunhas poden soportar quentar a 120 ℃ durante menos de 20 minutos. Ademais das bacterias, tamén hai unha gran cantidade de fungos nos alimentos, como *Trichoderma* e lévedos. Ademais, a luz, o osíxeno, a temperatura, a humidade, o valor do pH, etc., poden causar a deterioración dos alimentos, pero o factor principal son os microorganismos, polo que o uso da cocción a alta temperatura para matar os microorganismos é un método importante para a conservación dos alimentos durante moito tempo.
A esterilización de produtos alimenticios pódese dividir en pasteurización a 72 ℃, esterilización por ebulición a 100 ℃, esterilización por cocción a alta temperatura a 121 ℃, esterilización por cocción a alta temperatura a 135 ℃ e esterilización instantánea a temperatura ultraalta a 145 ℃, e algúns fabricantes empregan esterilización a temperaturas non estándar duns 110 ℃. Segundo as condicións de esterilización para escoller os diferentes produtos, as condicións de esterilización de Clostridium botulinum máis difíciles de eliminar móstranse na Táboa 1.
Táboa 1 Tempo de morte das esporas de Clostridium botulinum en relación coa temperatura
| temperatura ℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Hora da morte (minutos) | 330 | 100 | 32 | 10 | 4 | anos 80 | 30s | 10s |
2. Características da materia prima da bolsa de vapor
Bolsas de retorta para cocción a alta temperatura coas seguintes propiedades:
Función de envasado de longa duración, almacenamento estable, prevención do crecemento bacteriano, resistencia á esterilización a altas temperaturas, etc.
É un material composto moi bo axeitado para o envasado instantáneo de alimentos.
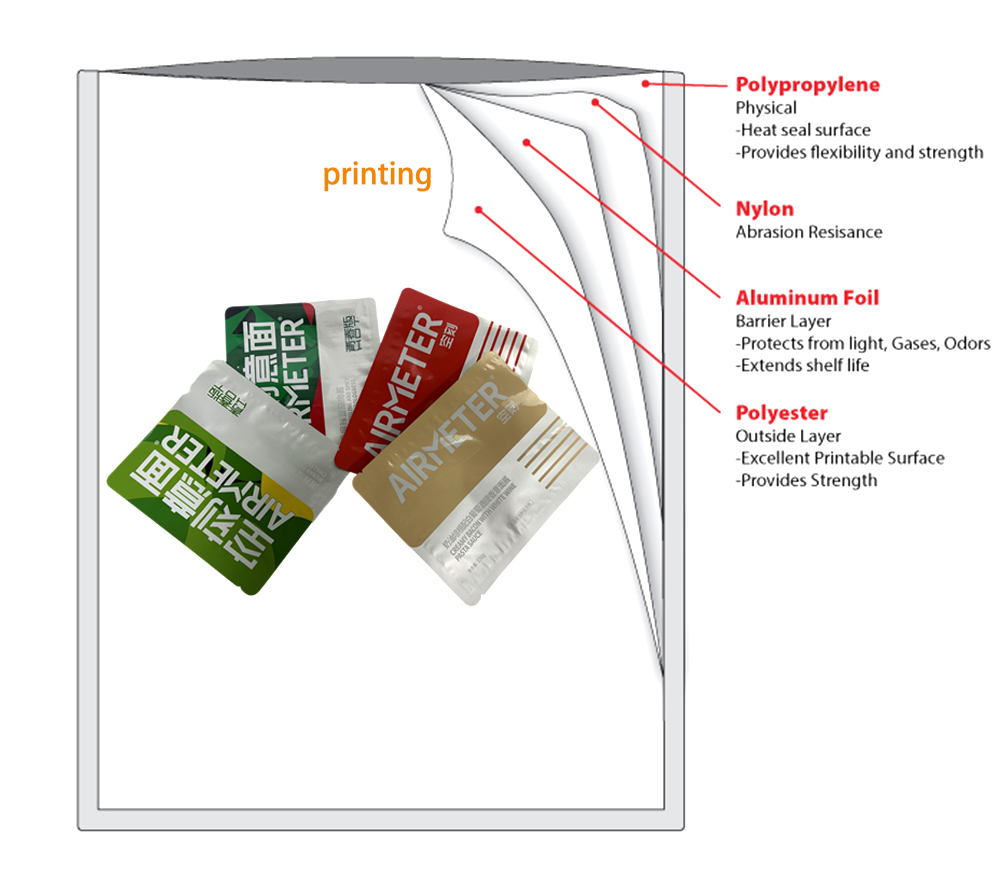
Proba de estrutura típica PET/adhesivo/lámina de aluminio/cola adhesiva/nailon/RCPP
Bolsa de retorta para alta temperatura con estrutura de tres capas PET/AL/RCPP
INSTRUCIÓN DE MATERIAL
(1) Película de PET
A película BOPET ten un deas maiores resistencias á tracciónde todas as películas plásticas e pode satisfacer as necesidades de produtos moi delgados con alta rixidez e dureza.
Excelente resistencia ao frío e á calor.O rango de temperatura aplicable da película BOPET é de 70 ℃ a 150 ℃, o que pode manter excelentes propiedades físicas nun amplo rango de temperaturas e é axeitado para a maioría dos envases de produtos.
Excelente rendemento de barreira.Ten un excelente rendemento integral de barreira contra a auga e o aire; a diferenza do nailon, que se ve moi afectado pola humidade, a súa resistencia á auga é similar á do PE e o seu coeficiente de permeabilidade ao aire é extremadamente pequeno. Ten unha propiedade de barreira moi alta contra o aire e os cheiros, e é un dos materiais para manter a fragrancia.
Resistencia química, resistente a aceites e graxas, á maioría dos solventes e a ácidos e álcalis diluídos.
(2) BOPA FILM
As películas BOPA teñen unha excelente dureza.A resistencia á tracción, a resistencia ao desgarro, a resistencia ao impacto e a resistencia á rotura están entre as mellores dos materiais plásticos.
Unha excelente flexibilidade, resistencia aos buratos e non é doada para o contido da perforación, é unha característica importante de BOPA, boa flexibilidade, pero tamén fai que o envase se sinta ben.
Boas propiedades de barreira, boa retención de fragrancias, resistencia a produtos químicos distintos dos ácidos fortes, especialmente excelente resistencia ao aceite.
Cunha ampla gama de temperaturas de funcionamento e un punto de fusión de 225 °C, pódese usar durante longos períodos de tempo entre -60 °C e 130 °C. As propiedades mecánicas do BOPA mantéñense tanto a baixas como a altas temperaturas.
O rendemento da película BOPA vese moi afectado pola humidade, e tanto a estabilidade dimensional como as propiedades de barreira vense afectadas pola humidade. Despois de que a película BOPA estea sometida á humidade, ademais de engurrarse, xeralmente alongarase horizontalmente. Acurtamento lonxitudinal, taxa de alongamento de ata o 1 %.
(3) Película CPP de polipropileno, resistencia a altas temperaturas, bo rendemento de selado térmico;
A película CPP que é unha película de polipropileno fundido, unha película de cocción xeral CPP que usa materias primas de copolipropileno aleatorio binario, a bolsa de película feita de esterilización a alta temperatura de 121-125 ℃ pode soportar 30-60 minutos.
A película de cocción a alta temperatura CPP emprega materias primas de copopolipropileno en bloque, feita de bolsas de película, pode soportar a esterilización a alta temperatura de 135 ℃ durante 30 minutos.
Os requisitos de rendemento son: a temperatura do punto de abrandamento Vicat debe ser maior que a temperatura de cocción, a resistencia ao impacto debe ser boa, boa resistencia aos medios, o punto de ollo de peixe e o punto de cristal deben ser o menor posible.
Pode soportar a esterilización por cocción a presión de 121 ℃ e 0,15 MPa, case mantén a forma e o sabor dos alimentos, e a película non se racha, pela nin se adhire, ten boa estabilidade; a miúdo con película de nailon ou película composta de poliéster, envases que conteñen alimentos tipo sopa, así como albóndegas, empanadillas, arroz e outros alimentos conxelados procesados.
(4) Folla de aluminio
A folla de aluminio é a única folla metálica nos materiais de envasado flexibles. É un material metálico, polo que as súas propiedades de retención de auga, gas, luz e sabor son difíciles de comparar con calquera outro material de envasado. A folla de aluminio é a única folla metálica nos materiais de envasado flexibles. Pode soportar a esterilización a presión de 121 ℃ e 0,15 MPa, garantindo que a forma, o sabor e a película non se rachen, pelen nin se adhiran, e ten boa estabilidade; a miúdo úsase película de nailon ou película composta de poliéster para envasar sopas, albóndegas, empanadillas, arroz e outros alimentos conxelados procesados.
(5) TINTA
As bolsas de vapor usan tinta de poliuretano para a impresión, os requisitos de baixo contido de solventes residuais, alta resistencia composta, sen decoloración despois da cocción, sen delaminación, engurras, como a temperatura de cocción superior a 121 ℃, deben engadirse unha certa porcentaxe de endurecedor para aumentar a resistencia á temperatura da tinta.
A hixiene da tinta é extremadamente importante, xa que os metais pesados como o cadmio, o chumbo, o mercurio, o cromo, o arsénico e outros metais pesados poden supoñer un grave perigo para o medio ambiente natural e o corpo humano. En segundo lugar, a propia tinta é a composición do material, xa que contén unha variedade de enlaces, pigmentos, colorantes e unha variedade de aditivos, como antiespumantes, antiestáticos, plastificantes e outros riscos de seguridade. Non se debe permitir engadir unha variedade de pigmentos de metais pesados, éteres de glicol e compostos de éster. Os solventes poden conter benceno, formaldehido, metanol, fenol, os ligantes poden conter diisocianato de tolueno libre, os pigmentos poden conter PCB, aminas aromáticas, etc.
(6) Adhesivos
Bolsa de vaporizador composta con adhesivo de poliuretano de dous compoñentes, o axente principal ten tres tipos: poliéster poliol, poliéter poliol e poliuretano poliol. Existen dous tipos de axentes de curado: poliisocianato aromático e poliisocianato alifático. O mellor adhesivo de vaporización resistente a altas temperaturas ten as seguintes características:
●Alto contido en sólidos, baixa viscosidade, boa espallabilidade.
●Gran adhesión inicial, sen perda de resistencia ao pelado despois do tratamento con vapor, sen tunelización na produción, sen engurras despois do tratamento con vapor.
●O adhesivo é hixienicamente seguro, non tóxico e inodoro.
●Maior velocidade de reacción e menor tempo de maduración (dentro de 48 horas para produtos compostos de plástico-plástico e 72 horas para produtos compostos de aluminio-plástico).
●Baixo volume de revestimento, alta forza de unión, alta forza de selado térmico, boa resistencia á temperatura.
●Baixa viscosidade de dilución, pode ser un traballo en estado sólido elevado e boa espallabilidade.
●Ampla gama de aplicacións, axeitada para unha variedade de películas.
● Boa resistencia á resistencia (calor, xeadas, ácido, álcali, sal, aceite, especias, etc.).
A hixiene dos adhesivos comeza coa produción da amina aromática primaria PAA (amina aromática primaria), que se orixina a partir da reacción química entre os isocianatos aromáticos e a auga nas tintas de impresión de dous compoñentes e nos adhesivos de laminación. A formación de PAA deriva de isocianatos aromáticos, pero non de isocianatos alifáticos, acrílicos ou adhesivos a base de epoxi. A presenza de substancias inacabadas de baixo peso molecular e solventes residuais tamén pode supoñer un risco para a seguridade. A presenza de moléculas baixas inacabadas e solventes residuais tamén pode supoñer un risco para a seguridade.
3. A estrutura principal da bolsa de cociñar
Segundo as propiedades económicas e físicas e químicas do material, as seguintes estruturas úsanse habitualmente para as bolsas de cociña.
Dúas capas: PET/CPP, BOPA/CPP, GL-PET/CPP.
TRES capas: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP,PET/PVDC/CPP,PET/EVOH/CPP,BOPA/EVOH/CPP
CATRO CAPAS: PET/PA/AL/CPP, PET/AL/PA/CPP
Estrutura de varios andares.
Película coextruída de PET/EVOH/CPP, película coextruída de PET/PVDC/CPP, película coextruída de PA/PVDC/CPP Película coextruída de PET/EVOH, película coextruída de PA/PVDC
4. Análise das características estruturais da bolsa de cocción
A estrutura básica da bolsa de cocción consiste nunha capa superficial/capa intermedia/capa de selado térmico. A capa superficial está feita xeralmente de PET e BOPA, que desempeñan a función de soporte de resistencia, resistencia á calor e boa impresión. A capa intermedia está feita de Al, PVDC, EVOH, BOPA, que desempeñan principalmente a función de barreira, blindaxe á luz, composto de dobre cara, etc. A capa de selado térmico está feita de varios tipos de CPP, EVOH, BOPA, etc. A selección da capa de selado térmico de varios tipos de CPP, PP coextruído e PVDC, película coextruída de EVOH, tamén hai que escoller película de LLDPE para cocción a 110 ℃ por debaixo, principalmente por desempeñar un papel no selado térmico, resistencia á perforación, resistencia química, pero tamén baixa adsorción do material e boa hixiene.
4.1 PET/cola/PE
Esta estrutura pódese cambiar a PA/cola/PE, o PE pódese cambiar a HDPE, LLDPE, MPE, ademais dunha pequena cantidade de películas especiais de HDPE. Debido á resistencia á temperatura do PE, xeralmente úsase para bolsas esterilizadas a 100 ~ 110 ℃ aproximadamente; a cola pódese escoller entre cola de poliuretano común e cola fervendo, non é axeitada para envasado de carne, a barreira é deficiente, a bolsa engúrrase despois do vapor e, ás veces, a capa interior da película pégase entre si. Esencialmente, esta estrutura é só unha bolsa fervida ou unha bolsa pasteurizada.
4.2 PET/cola/CPP
Esta estrutura é unha estrutura típica de bolsa de cociña transparente, que pode envasar a maioría dos produtos de cociña. Caracterízase pola visibilidade do produto, polo que se pode ver directamente o contido, pero non se pode envasar para evitar a luz do produto. O produto é duro ao tacto e a miúdo necesita ser perforado nas esquinas redondeadas. Esta estrutura do produto xeralmente esterilízase a 121 ℃, pódese usar cola de cociña de alta temperatura común ou CPP de cociña de grao común. Non obstante, a cola debe escoller unha taxa de contracción pequena, se non, a contracción da capa de cola impulsa o movemento da tinta, o que pode provocar delaminación despois da cocción ao vapor.
4.3 BOPA/cola/CPP
Esta é unha bolsa de cocción transparente común para esterilización a 121 ℃, boa transparencia, tacto suave e boa resistencia á perforación. O produto tampouco se pode usar para evitar envases lixeiros.
Debido á gran permeabilidade á humidade do BOPA, é doado que os produtos impresos produzan un fenómeno de permeabilidade á cor durante a vaporización, especialmente na serie vermella, onde a tinta penetra na superficie, polo que a miúdo é necesario engadir un axente de curado para evitar que se produza. Ademais, debido á baixa adherencia da tinta no BOPA, tamén é doado que se produza un fenómeno antiadherente, especialmente en ambientes de alta humidade. Os produtos semiacabados e as bolsas acabadas deben selarse e envasarse durante o procesamento.
4.4 KPET/CPP, KBOPA/CPP
Esta estrutura non se usa habitualmente, a transparencia do produto é boa, con altas propiedades de barreira, pero só se pode usar para a esterilización por debaixo de 115 ℃, a resistencia á temperatura é lixeiramente peor e existen dúbidas sobre a súa saúde e seguridade.
4.5 PET/BOPA/CPP
Esta estrutura do produto é de alta resistencia, boa transparencia, boa resistencia á perforación, debido ao PET, a diferenza na taxa de contracción de BOPA é grande, xeralmente úsase para 121 ℃ e por debaixo da embalaxe do produto.
O contido do paquete é máis ácido ou alcalino cando se escolle esta estrutura de produtos, en lugar de usar unha estrutura que conteña aluminio.
A capa exterior de cola pódese usar para seleccionar a cola fervida, o custo pódese reducir adecuadamente.
4.6 PET/Al/CPP
Esta é a estrutura de bolsa de cocción non transparente máis típica, segundo as diferentes tintas, cola, CPP, temperatura de cocción de 121 ~ 135 ℃ que se poden usar nesta estrutura.
A estrutura de PET/tinta dun compoñente/adhesivo de alta temperatura/Al7µm/adhesivo de alta temperatura/CPP60µm pode alcanzar uns requisitos de cocción de 121 ℃.
A estrutura de PET/tinta de dous compoñentes/adhesivo de alta temperatura/Al9µm/adhesivo de alta temperatura/CPP70µm de alta temperatura pode alcanzar unha temperatura de cocción superior a 121 ℃, o que aumenta a propiedade de barreira e amplía a vida útil, que pode ser superior a un ano.
4.7 BOPA/Al/CPP
Esta estrutura é similar á estrutura 4.6 anterior, pero debido á gran absorción de auga e á contracción do BOPA, non é axeitada para a cocción a alta temperatura por riba dos 121 ℃, pero a resistencia á perforación é mellor e pode cumprir os requisitos da cocción a 121 ℃.
4.8 PET/PVDC/CPP, BOPA/PVDC/CPP
Esta estrutura da barreira do produto é moi boa, axeitada para a esterilización por cocción a 121 ℃ e as seguintes temperaturas, e o osíxeno ten uns requisitos de barreira elevados para o produto.
O PVDC na estrutura anterior pódese substituír por EVOH, que tamén ten unha alta propiedade de barreira, pero a súa propiedade de barreira diminúe obviamente cando se esteriliza a alta temperatura e o BOPA non se pode usar como capa superficial, se non, a propiedade de barreira diminúe drasticamente co aumento da temperatura.
4,9 PET/Al/BOPA/CPP
Trátase dunha construción de alto rendemento de bolsas de cociña que poden envasar practicamente calquera produto de cociña e tamén poden soportar temperaturas de cocción de 121 a 135 graos Celsius.
Estrutura I: PET12µm/adhesivo de alta temperatura/Al7µm/adhesivo de alta temperatura/BOPA15µm/adhesivo de alta temperatura/CPP60µm. Esta estrutura ten unha boa barreira, boa resistencia á perforación, boa forza de absorción de luz e é un excelente tipo de bolsa para cociñar a 121 ℃.

Estrutura II: PET12µm/adhesivo de alta temperatura/Al9µm/adhesivo de alta temperatura/BOPA15µm/adhesivo de alta temperatura/CPP70µm de alta temperatura. Esta estrutura, ademais de todas as características de rendemento da estrutura I, ten as características de cocción a alta temperatura de 121 ℃ e superiores. Estrutura III: PET/cola A/Al/cola B/BOPA/cola C/CPP. A cantidade de cola A é de 4 g/㎡, a cantidade de cola B é de 3 g/㎡ e a cantidade de cola C é de 5-6 g/㎡, o que pode satisfacer os requisitos e reducir a cantidade de cola A e B, o que pode aforrar custos de forma axeitada.
No outro caso, a cola A e a cola B están feitas dunha cola de mellor grao de ebulición, e a cola C está feita dunha cola resistente a altas temperaturas, que tamén pode cumprir o requisito de ebulición a 121 ℃ e, ao mesmo tempo, reducir o custo.
Estrutura IV: PET/cola/BOPA/cola/Al/cola/CPP, esta estrutura é BOPA na posición cambiada, o rendemento xeral do produto non cambiou significativamente, pero a tenacidade de BOPA, a resistencia á perforación, a alta resistencia dos compostos e outras características vantaxosas non lle deron pleno xogo a esta estrutura, polo que a aplicación é relativamente pouca.
4.10 PET/CPP coextruído
O CPP coextruído nesta estrutura refírese xeralmente a CPP de 5 e 7 capas con propiedades de alta barreira, como por exemplo:
PP/capa de unión/EVOH/capa de unión/PP;
PP/capa de unión/PA/capa de unión/PP;
PP/capa unida/PA/EVOH/PA/capa unida/PP, etc.;
Polo tanto, a aplicación de CPP coextruído aumenta a tenacidade do produto, reduce a rotura dos envases durante o baleiro, a alta presión e as flutuacións de presión, e prolonga o período de retención debido ás propiedades de barreira melloradas.
En resumo, a estrutura da variedade de bolsas de cociña de alta temperatura, o anterior é só unha análise preliminar dalgunhas estruturas comúns, co desenvolvemento de novos materiais, novas tecnoloxías, haberá estruturas máis novas, de xeito que os envases de cociña teñan unha maior variedade.
Data de publicación: 13 de xullo de 2024


