
Retortposer stammer fra forskning og utvikling av myke bokser på midten av 1900-tallet. Myke bokser refererer til emballasje laget utelukkende av myke materialer eller halvstive beholdere der minst deler av veggen eller beholderdekselet er laget av myke emballasjematerialer, inkludert retortposer, retortbokser, sammenbundne pølser osv. Hovedformen som brukes for tiden er prefabrikkerte høytemperatur-retortposer. Sammenlignet med tradisjonelle metall-, glass- og andre harde bokser, har retortposer følgende egenskaper:
● Emballasjematerialet er lite tykt, og varmeoverføringen er rask, noe som kan forkorte steriliseringstiden. Derfor endres fargen, aromaen og smaken på innholdet lite, og tapet av næringsstoffer er lite.
● Emballasjematerialet er lett og lite i størrelse, noe som kan spare emballasjematerialer, og transportkostnadene er lave og praktiske.

● Kan trykke utsøkte mønstre.
●Den har lang holdbarhet (6–12 måneder) ved romtemperatur og er enkel å forsegle og åpne.
● Ingen kjøling nødvendig, noe som sparer kjølekostnader
● Den er egnet for pakking av mange typer mat, som kjøtt og fjærkre, akvatiske produkter, frukt og grønnsaker, diverse kornprodukter og supper.
● Den kan varmes opp sammen med pakken for å hindre at smaken går tapt, spesielt egnet for feltarbeid, reiser og militærmat.
Komplett produksjon av kokeposer, inkludert innholdstype, kvalitetssikring og omfattende forståelse av produktets strukturelle design, substrat og blekk, valg av lim, produksjonsprosess, produkttesting, kontroll av emballasje og steriliseringsprosess, etc., fordi kokeposens produktstrukturdesign er kjernen, så dette er en bred analyse, ikke bare for å analysere produktets substratkonfigurasjon, men også for å analysere ytelsen til ulike strukturelle produkter, bruk, sikkerhet og hygiene, økonomi og så videre.
1. Matforringelse og sterilisering
Mennesker lever i mikrobielle omgivelser, hele jordens biosfære finnes i utallige mikroorganismer. Hvis matens mikrobielle reproduksjon overstiger en viss grense, vil maten bli ødelagt og miste spiseligheten.
Vanlige bakterier som forårsaker matforringelse er Pseudomonas og Vibrio, begge varmebestandige. Enterobakterier dør ved 60 ℃ i 30 minutter, mens noen arter av laktobaciller tåler 30 minutters oppvarming ved 65 ℃. Bacillus tåler vanligvis oppvarming ved 95–100 ℃ i flere minutter, og noen få tåler oppvarming ved 120 ℃ i under 20 minutter. I tillegg til bakterier finnes det også et stort antall sopp i mat, inkludert Trichoderma og gjær. I tillegg kan lys, oksygen, temperatur, fuktighet og pH-verdi forårsake matforringelse, men hovedfaktoren er mikroorganismer. Derfor er bruk av høytemperaturkoking for å drepe mikroorganismer en viktig metode for langtidskonservering av mat.
Sterilisering av matvarer kan deles inn i pasteurisering ved 72 ℃, kokesterilisering ved 100 ℃, sterilisering ved høy temperatur ved koking ved 121 ℃, sterilisering ved høy temperatur ved koking ved 135 ℃ og øyeblikkelig sterilisering ved ultrahøy temperatur ved 145 ℃. Noen produsenter bruker ikke-standard temperatursterilisering på rundt 110 ℃. Tabell 1 viser de vanskeligste steriliseringsbetingelsene for Clostridium botulinum, avhengig av valg av steriliseringsforhold for ulike produkter.
Tabell 1 Dødstidspunkt for Clostridium botulinum-sporer i forhold til temperatur
| temperatur ℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Dødstidspunkt (minutter) | 330 | 100 | 32 | 10 | 4 | 80-tallet | 30s | 10s |
2. Egenskaper for råmaterialer til dampposer
Retorteposer til høy temperaturmatlaging leveres med følgende egenskaper:
Langvarig emballasjefunksjon, stabil lagring, forebygging av bakterievekst, motstand mot høy temperatursterilisering, etc.
Det er et veldig godt komposittmateriale som er egnet for emballasje av hurtigmat.
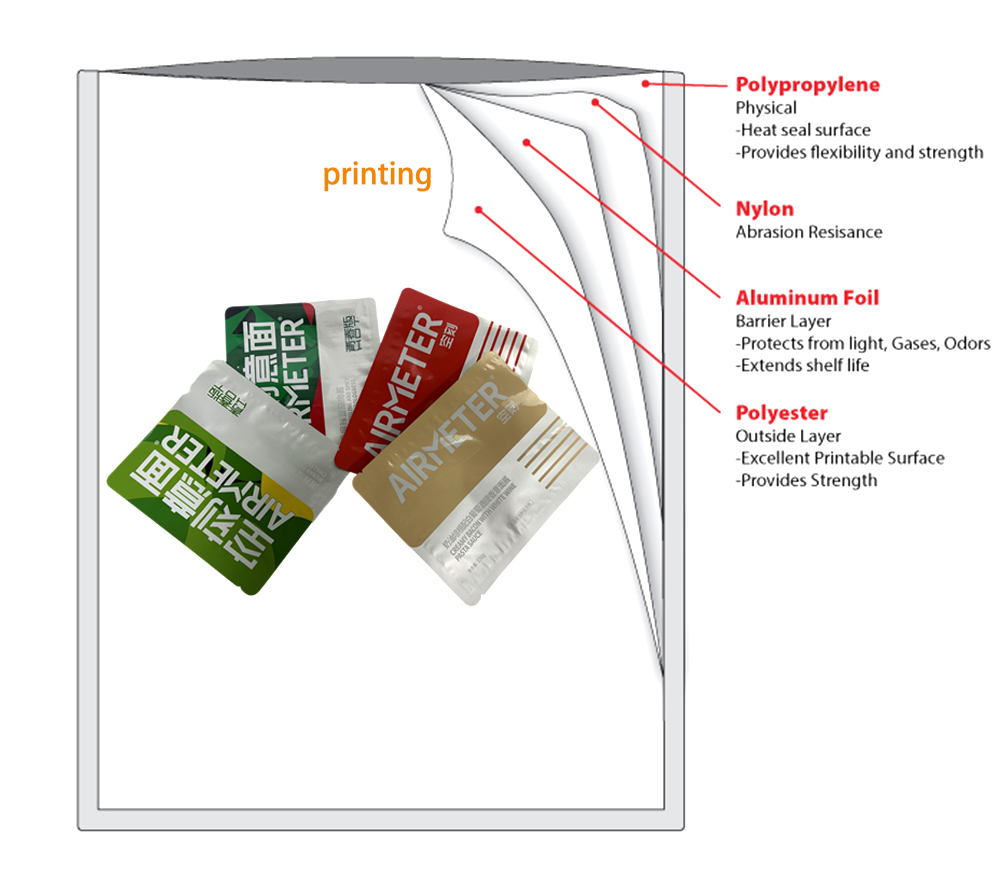
Typisk strukturtest PET/lim/aluminiumsfolie/lim/nylon/RCPP
Høytemperatur retorteringspose med trelagsstruktur PET/AL/RCPP
MATERIALINSTRUKSER
(1) PET-film
BOPET-film har en avde høyeste strekkfastheteneav alle plastfilmer, og kan dekke behovene til svært tynne produkter med høy stivhet og hardhet.
Utmerket kulde- og varmebestandighet.Det gjeldende temperaturområdet for BOPET-film er fra 70 ℃–150 ℃, som kan opprettholde utmerkede fysiske egenskaper i et bredt temperaturområde og er egnet for de fleste produktemballasjetyper.
Utmerket barriereytelse.Den har utmerket omfattende vann- og luftbarriereegenskaper, i motsetning til nylon som påvirkes sterkt av fuktighet, er vannmotstanden lik PE, og luftgjennomtrengelighetskoeffisienten er ekstremt liten. Den har en svært høy barriereevne mot luft og lukt, og er et av materialene for å holde på duften.
Kjemisk resistens, motstandsdyktig mot oljer og fett, de fleste løsemidler og fortynnede syrer og alkalier.
(2) BOPA-FILM
BOPA-filmer har utmerket seighet.Strekkfasthet, rivestyrke, slagfasthet og bruddstyrke er blant de beste i plastmaterialer.
Enestående fleksibilitet, motstand mot nålehull, ikke lett for innholdet i punkteringen, er en viktig egenskap ved BOPA, god fleksibilitet, men gjør også emballasjen behagelig.
Gode barriereegenskaper, god duftbestandighet, motstandsdyktighet mot andre kjemikalier enn sterke syrer, spesielt utmerket oljebestandighet.
Med et bredt spekter av driftstemperaturer og et smeltepunkt på 225 °C, kan den brukes i lange perioder mellom -60 °C og 130 °C. De mekaniske egenskapene til BOPA opprettholdes ved både lave og høye temperaturer.
Ytelsen til BOPA-film påvirkes i stor grad av fuktighet, og både dimensjonsstabilitet og barriereegenskaper påvirkes av fuktighet. Etter at BOPA-film har blitt utsatt for fuktighet, vil den i tillegg til å rynke seg, vanligvis forlenges horisontalt. Langsgående forkorting, forlengelsesrate på opptil 1 %.
(3) CPP-film av polypropylen, høy temperaturbestandighet, god varmeforseglingsevne;
CPP-film er støpt polypropylenfilm. CPP-film er laget av binære tilfeldige kopolypropylenråvarer for matlaging. Filmposen er laget av høytemperatursterilisering ved 121–125 ℃ og tåler 30–60 minutter.
CPP høytemperatur kokefilm bruker blokk-kopolypropylenråmaterialer, laget av filmposer kan tåle 135 ℃ høytemperatursterilisering, 30 minutter.
Ytelseskravene er: Vicat mykningspunktstemperaturen skal være høyere enn koketemperaturen, slagfastheten skal være god, mediebestandigheten skal være god, og fiskeøye- og krystallpunkt skal være så lite som mulig.
Tåler trykkkoking ved 121 ℃ og 0,15 MPa, beholder nesten matens form og smak, og filmen vil ikke sprekke, skalle eller feste seg, og har god stabilitet; ofte med nylonfilm eller polyesterfilmkompositt, emballasje som inneholder suppemat, samt kjøttboller, dumplings, ris og annen bearbeidet frossenmat.
(4) Aluminiumsfolie
Aluminiumsfolie er den eneste metallfolien i fleksible emballasjematerialer. Aluminiumsfolie er et metallmateriale, og dens vannblokkerende, gassblokkerende, lysblokkerende og smaksbevarende egenskaper er vanskelige å sammenligne med andre emballasjematerialer. Aluminiumsfolie er den eneste metallfolien i fleksible emballasjematerialer. Den tåler trykkoking og 0,15 MPa sterilisering for å sikre at matens form, smak og film ikke sprekker, flasser eller fester seg, og har god stabilitet. Den er ofte laget med nylonfilm eller polyesterfilmkompositt, for emballasje som suppemat, kjøttboller, dumplings, ris og annen bearbeidet frossenmat.
(5) BLEKK
For trykking av dampposer med polyuretanbasert blekk, er det krav om lavt løsemiddelinnhold, høy komposittstyrke, ingen misfarging etter koking, ingen delaminering, rynker, for eksempel koketemperatur over 121 ℃. En viss prosentandel herder bør tilsettes for å øke blekkets temperaturbestandighet.
Blekkhygiene er ekstremt viktig, da tungmetaller som kadmium, bly, kvikksølv, krom, arsenikk og andre tungmetaller kan utgjøre en alvorlig fare for naturmiljøet og menneskekroppen. For det andre er selve blekket materialets sammensetning. Blekket inneholder en rekke koblinger, pigmenter, fargestoffer og en rekke tilsetningsstoffer, som skumdempende midler, antistatiske stoffer, myknere og andre sikkerhetsrisikoer. Det bør ikke tilsettes en rekke tungmetallpigmenter, glykoleter og esterforbindelser. Løsemidler kan inneholde benzen, formaldehyd, metanol, fenol, koblinger kan inneholde fritt toluendiisocyanat, pigmenter kan inneholde PCB, aromatiske aminer og så videre.
(6) Lim
Kompositt for damprensing av retorteringsposer bruker tokomponents polyuretanlim. Hovedmiddelet er tre typer: polyesterpolyol, polyeterpolyol og polyuretanpolyol. Det finnes to typer herdemidler: aromatisk polyisocyanat og alifatisk polyisocyanat. Det bedre høytemperaturbestandige damplimet har følgende egenskaper:
● Høyt tørrstoffinnhold, lav viskositet, god smøreevne.
● God initial heft, ingen tap av avskallingsstyrke etter damping, ingen tunnelering i produksjonen, ingen rynking etter damping.
● Limet er hygienisk trygt, giftfritt og luktfritt.
● Raskere reaksjonshastighet og kortere modningstid (innen 48 timer for plast-plast-komposittprodukter og 72 timer for aluminium-plast-komposittprodukter).
● Lavt beleggvolum, høy bindingsstyrke, høy varmeforseglingsstyrke, god temperaturbestandighet.
● Lav fortynningsviskositet, kan bearbeides med høy faststoffkonsistens og god smøreevne.
● Bredt bruksområde, egnet for en rekke filmer.
● God motstand mot resistens (varme, frost, syre, alkali, salt, olje, krydret, etc.).
Hygienen til lim begynner med produksjonen av det primære aromatiske aminet PAA (primært aromatisk amin), som stammer fra den kjemiske reaksjonen mellom aromatiske isocyanater og vann i tokomponentstrykkfarger og lamineringslim. Dannelsen av PAA kommer fra aromatiske isocyanater, men ikke fra alifatiske isocyanater, akryl eller epoksybaserte lim. Tilstedeværelsen av ubehandlede, lavmolekylære stoffer og resterende løsemidler kan også utgjøre en sikkerhetsfare. Tilstedeværelsen av ubehandlede lavmolekylære og resterende løsemidler kan også utgjøre en sikkerhetsfare.
3. Hovedstrukturen til kokeposen
I henhold til materialets økonomiske, fysiske og kjemiske egenskaper brukes følgende strukturer ofte til kokeposer.
TO lag: PET/CPP, BOPA/CPP, GL-PET/CPP.
TRE lag: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP, PET/PVDC/CPP, PET/EVOH/CPP, BOPA/EVOH/CPP
FIRE LAG: PET/PA/AL/CPP, PET/AL/PA/CPP
Fleraetasjes struktur.
PET/EVOH-koekstrudert film /CPP, PET/PVDC-koekstrudert film /CPP, PA/PVDC-koekstrudert film /CPP PET/EVOH-koekstrudert film, PA/PVDC-koekstrudert film
4. Analyse av kokeposens strukturelle egenskaper
Grunnstrukturen til kokeposen består av et overflatelag/mellomlag/varmeforseglingslag. Overflatelaget er vanligvis laget av PET og BOPA, som har rollen som styrkestøtte, varmebestandighet og god trykkfasthet. Mellomlaget er laget av Al, PVDC, EVOH, BOPA, som hovedsakelig har rollen som barriere, lysskjerming, dobbeltsidig kompositt, etc. Varmeforseglingslaget er laget av ulike typer CPP, EVOH, BOPA, og så videre. Valg av varmeforseglingslag av ulike typer CPP, koekstrudert PP og PVDC, EVOH koekstrudert film, 110 ℃ under kokepunktet må også velges LLDPE-film, hovedsakelig for å spille en rolle i varmeforsegling, punkteringsmotstand, kjemisk motstand, men også lav adsorpsjon av materialet og god hygiene.
4.1 PET/lim/PE
Denne strukturen kan endres til PA/lim/PE, PE kan endres til HDPE, LLDPE, MPE, i tillegg til et lite antall spesielle HDPE-filmer. På grunn av PE-ens temperaturbestandighet brukes den vanligvis til steriliserte poser på 100 ~ 110 ℃ eller så. Limet kan velges fra vanlig polyuretanlim og kokende lim. Det er ikke egnet for kjøttemballasje. Barrieren er dårlig, posen vil bli krøllete etter damping, og noen ganger kan det indre laget av filmen klebe seg til hverandre. I hovedsak er denne strukturen bare en kokende pose eller pasteurisert pose.
4.2 PET/lim/CPP
Denne strukturen er en typisk gjennomsiktig matposestruktur, som kan pakkes inn i de fleste matlagingsprodukter. Produktet er synlig og innholdet kan sees direkte, men det er ikke nødvendig å pakke det inn for å unngå lys. Produktet er hardt å ta på og må ofte avrundede hjørner. Produktets struktur er vanligvis sterilisert ved 121 ℃, og det kan brukes vanlig høytemperatur-matlagingslim, og vanlig matlagings-CPP. Limet bør imidlertid krympe med lav kvalitet, ellers vil limlaget trekke seg sammen og drive blekket til å bevege seg, og det er mulig at det delamineres etter damping.
4.3 BOPA/lim/CPP
Dette er en vanlig gjennomsiktig matlagingspose for sterilisering ved 121 ℃, god gjennomsiktighet, myk berøring, god punkteringsmotstand. Produktet kan heller ikke brukes for å unngå lett produktemballasje.
På grunn av BOPAs høye fuktighetspermeabilitet er det lett å produsere fargepermeabilitetsfenomener under damping av trykte produkter. Spesielt den røde serien av blekk trenger inn i overflaten. Under produksjon av blekk må man ofte tilsette herdemiddel for å forhindre dette. I tillegg er det lett å produsere anti-klebe-fenomener på grunn av lav vedheft i BOPA, spesielt i miljøer med høy luftfuktighet. Halvfabrikata og ferdige poser må forsegles og pakkes under bearbeiding.
4.4 KPET/CPP, KBOPA/CPP
Denne strukturen er ikke vanlig brukt, produktets gjennomsiktighet er god, med høye barriereegenskaper, men kan bare brukes til sterilisering under 115 ℃, temperaturbestandigheten er litt dårligere, og det er tvil om dens helse og sikkerhet.
4.5 PET/BOPA/CPP
Denne produktstrukturen har høy styrke, god gjennomsiktighet og god punkteringsmotstand. På grunn av den store forskjellen i PET og BOPA-krymping er det vanligvis brukt ved produktemballasje under 121 ℃.
Innholdet i pakken er mer surt eller alkalisk når man velger denne produktstrukturen, i stedet for å bruke en aluminiumholdig struktur.
Det ytre laget av lim kan brukes til å velge kokt lim, og kostnaden kan reduseres på passende måte.
4.6 PET/Al/CPP
Dette er den mest typiske strukturen for ikke-gjennomsiktige kokeposer. I henhold til de forskjellige typene blekk, lim og CPP kan koketemperaturer fra 121 til 135 ℃ brukes i denne strukturen.
PET/en-komponents blekk/høytemperaturlim/Al7µm/høytemperaturlim/CPP60µm struktur kan nå 121 ℃ kokekrav.
PET/Tokomponentsblekk/Høytemperaturlim/Al9µm/Høytemperaturlim/Høytemperatur CPP70µm-strukturen kan ha en koketemperatur på over 121 ℃, noe som øker barriereegenskapene og forlenger holdbarheten, noe som kan være mer enn ett år.
4.7 BOPA/Al/CPP
Denne strukturen ligner på 4,6-strukturen ovenfor, men på grunn av den store vannabsorpsjonen og krympingen til BOPA, er den ikke egnet for høytemperaturmatlaging over 121 ℃, men punkteringsmotstanden er bedre, og den kan oppfylle kravene til matlaging på 121 ℃.
4.8 PET/PVDC/CPP, BOPA/PVDC/CPP
Denne strukturen på produktbarrieren er veldig god, egnet for 121 ℃ og følgende temperaturkoking, og oksygen har høye barrierekrav til produktet.
PVDC i strukturen ovenfor kan erstattes av EVOH, som også har høye barriereegenskaper, men barriereegenskapene reduseres betydelig når den steriliseres ved høy temperatur, og BOPA kan ikke brukes som overflatelag, ellers reduseres barriereegenskapene kraftig med økende temperatur.
4.9 PET/Al/BOPA/CPP
Dette er en høytytende konstruksjon av matlagingsposer som kan pakke så å si alle matlagingsprodukter, og som også tåler matlagingstemperaturer på 121 til 135 grader Celsius.
Struktur I: PET12µm/høytemperaturlim/Al7µm/høytemperaturlim/BOPA15µm/høytemperaturlim/CPP60µm. Denne strukturen har god barriere, god punkteringsmotstand, god lysabsorberende styrke, og det er en type utmerket 121℃ kokepose.

Struktur II: PET12µm/høytemperaturlim/Al9µm/høytemperaturlim/BOPA15µm/høytemperaturlim/høytemperatur CPP70µm. Denne strukturen har, i tillegg til alle ytelsesegenskapene til struktur I, egenskapene til høytemperaturkoking på 121 ℃ og over. Struktur III: PET/lim A/Al/lim B/BOPA/lim C/CPP. Limmengden for lim A er 4g/㎡, limmengden for lim B er 3g/㎡, og limmengden for lim C er 5–6g/㎡, noe som kan tilfredsstille kravene og redusere limmengden for lim A og lim B, noe som kan spare kostnader tilsvarende.
I det andre tilfellet er lim A og lim B laget av lim av bedre kokekvalitet, og lim C er laget av lim med høy temperaturbestandighet, som også kan oppfylle kravet på 121 ℃ koking, og samtidig redusere kostnadene.
Struktur IV: PET/lim/BOPA/lim/Al/lim/CPP. Denne strukturen har BOPA-posisjon. Produktets generelle ytelse har ikke endret seg vesentlig. Men fordelene med BOPA-seighet, punkteringsmotstand, høy komposittstyrke og andre egenskaper gir ikke denne strukturen full utfoldelse, og derfor er bruken relativt liten.
4.10 PET/koekstrudert CPP
Koekstrudert CPP i denne strukturen refererer vanligvis til 5-lags og 7-lags CPP med høye barriereegenskaper, for eksempel:
PP/bindingslag/EVOH/bindingslag/PP;
PP/bindingslag/PA/bindingslag/PP;
PP/bundet lag/PA/EVOH/PA/bundet lag/PP, osv.;
Derfor øker bruken av koekstrudert CPP produktets seighet, reduserer brudd i emballasjen under vakuumering, høyt trykk og trykksvingninger, og forlenger retensjonsperioden på grunn av de forbedrede barriereegenskapene.
Kort sagt, strukturen til høytemperatur-kokeposevarianten, det ovennevnte er bare en foreløpig analyse av noen felles strukturer, med utviklingen av nye materialer, ny teknologi, vil det bli flere nyere strukturer, slik at kokeemballasjen har et større utvalg.
Publisert: 13. juli 2024


