
Retortposer stammer fra forskning og udvikling af bløde dåser i midten af det 20. århundrede. Bløde dåser refererer til emballage lavet udelukkende af bløde materialer eller halvstive beholdere, hvor mindst en del af væggen eller beholderdækslet er lavet af bløde emballagematerialer, herunder retortposer, retortkasser, sammenbundne pølser osv. Den primære form, der anvendes i øjeblikket, er præfabrikerede retortposer til høj temperatur. Sammenlignet med traditionelle metal-, glas- og andre hårde dåser har retortposer følgende egenskaber:
● Emballagematerialets tykkelse er lille, og varmeoverførslen er hurtig, hvilket kan forkorte steriliseringstiden. Derfor ændrer indholdets farve, aroma og smag sig kun lidt, og tabet af næringsstoffer er lille.
● Emballagematerialet er let i vægt og lille i størrelse, hvilket kan spare emballagematerialer, og transportomkostningerne er lave og bekvemme.

● Kan udskrive udsøgte mønstre.
●Den har lang holdbarhed (6-12 måneder) ved stuetemperatur og er nem at forsegle og åbne.
● Ingen køling nødvendig, hvilket sparer på køleomkostninger
● Den er velegnet til pakning af mange slags fødevarer, såsom kød og fjerkræ, akvatiske produkter, frugt og grøntsager, forskellige kornprodukter og supper.
● Den kan opvarmes sammen med emballagen for at forhindre smagstab, især velegnet til feltarbejde, rejser og militærmad.
Komplet produktion af madlavningsposer, herunder indholdstype, kvalitetssikring og en omfattende forståelse af produktets strukturelle design, substrat og blæk, valg af klæbemiddel, produktionsproces, produkttestning, emballage- og steriliseringsproceskontrol osv., da madlavningsposens produktstrukturdesign er kernen, så dette er en bred analyse, der ikke kun analyserer produktets substratkonfiguration, men også yderligere analyserer ydeevnen af forskellige strukturelle produkter, brug, sikkerhed og hygiejne, økonomi osv.
1. Madfordærv og sterilisering
Mennesker lever i mikrobielle omgivelser, hele jordens biosfære findes i utallige mikroorganismer, hvis den mikrobielle reproduktion af fødevarer overstiger en vis grænse, vil maden blive fordærvet og miste sin spiselighed.
Almindelige bakterier, der forårsager madfordærv, er Pseudomonas og Vibrio, begge varmebestandige. Enterobakterier dør ved 60 ℃ i 30 minutter, mens nogle arter af lactobaciller kan modstå 65 ℃ i 30 minutter. Bacillus kan generelt modstå opvarmning på 95-100 ℃ i flere minutter, og nogle få kan modstå opvarmning på 120 ℃ i under 20 minutter. Ud over bakterier er der også et stort antal svampe i fødevarer, herunder Trichoderma og gær. Derudover kan lys, ilt, temperatur, fugtighed og pH-værdi forårsage madfordærv, men hovedfaktoren er mikroorganismer. Derfor er brugen af højtemperaturtilberedning for at dræbe mikroorganismer en vigtig metode til langtidsopbevaring af fødevarer.
Sterilisering af fødevarer kan opdeles i pasteurisering ved 72 ℃, kogende sterilisation ved 100 ℃, sterilisation ved høj temperatur ved 121 ℃, sterilisation ved høj temperatur ved 135 ℃ og øjeblikkelig sterilisation ved ultrahøj temperatur ved 145 ℃. Nogle producenter bruger også ikke-standard temperatursterilisering på omkring 110 ℃. Afhængigt af de forskellige produkter, der skal vælges til sterilisation, er de vanskeligste sterilisationsbetingelser for Clostridium botulinum vist i tabel 1.
Tabel 1 Dødstidspunkt for Clostridium botulinum-sporer i forhold til temperatur
| temperatur ℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Dødstidspunkt (minutter) | 330 | 100 | 32 | 10 | 4 | 80'erne | 30s | 10s |
2. Råmaterialeegenskaber for dampposer
Højtemperatur retortposer til madlavning leveres med følgende egenskaber:
Langvarig emballagefunktion, stabil opbevaring, forebyggelse af bakterievækst, modstandsdygtighed over for høje temperaturer ved sterilisering osv.
Det er et meget godt kompositmateriale, der er egnet til instant fødevareemballage.
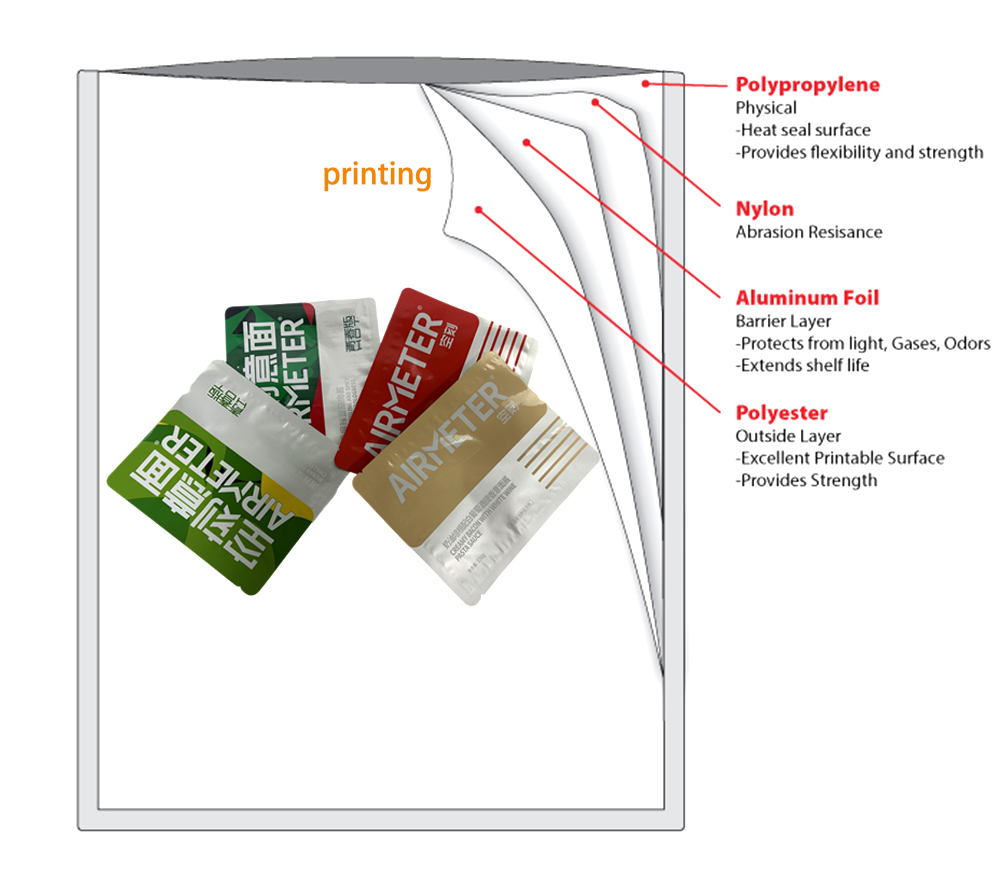
Typisk strukturtest PET/klæbemiddel/aluminiumsfolie/klæbende lim/nylon/RCPP
Højtemperatur retorteringspose med trelagsstruktur PET/AL/RCPP
MATERIALEINSTRUKTION
(1) PET-folie
BOPET-film har en afde højeste trækstyrkeraf alle plastfilm og kan opfylde behovene for meget tynde produkter med høj stivhed og hårdhed.
Fremragende kulde- og varmebestandighed.Det anvendelige temperaturområde for BOPET-film er fra 70 ℃-150 ℃, hvilket kan opretholde fremragende fysiske egenskaber i et bredt temperaturområde og er egnet til det meste produktemballage.
Fremragende barriereydelse.Det har fremragende, omfattende vand- og luftbarriereegenskaber, i modsætning til nylon, som i høj grad påvirkes af fugtighed, er dets vandmodstand svarende til PE, og dets luftgennemtrængelighedskoefficient er ekstremt lille. Det har en meget høj barriereegenskab over for luft og lugt, og er et af materialerne til at bevare duft.
Kemisk resistens, modstandsdygtig over for olier og fedtstoffer, de fleste opløsningsmidler og fortyndede syrer og alkalier.
(2) BOPA FILM
BOPA-film har fremragende holdbarhed.Trækstyrke, rivestyrke, slagstyrke og brudstyrke er blandt de bedste i plastmaterialer.
Enestående fleksibilitet, modstandsdygtighed over for små huller, ikke let for indholdet at punktere, er et vigtigt træk ved BOPA, god fleksibilitet, men det får også emballagen til at føles godt.
Gode barriereegenskaber, god duftbestandighed, resistens over for andre kemikalier end stærke syrer, især fremragende olieresistens.
Med et bredt udvalg af driftstemperaturer og et smeltepunkt på 225°C kan den bruges i lange perioder mellem -60°C og 130°C. BOPA's mekaniske egenskaber opretholdes ved både lave og høje temperaturer.
BOPA-filmens ydeevne påvirkes i høj grad af fugtighed, og både dimensionsstabilitet og barriereegenskaber påvirkes af fugtigheden. Når BOPA-filmen har været udsat for fugt, vil den, udover at rynke, generelt forlænges vandret. Forkortning i længderetningen, forlængelseshastighed på op til 1%.
(3) CPP-film polypropylenfilm, høj temperaturbestandighed, god varmeforseglingsevne;
CPP-film, der er støbt polypropylenfilm, CPP-generel madlavningsfilm, der bruger binære tilfældige copolypropylenråmaterialer. Filmposen er lavet af 121-125 ℃ højtemperatursterilisering, der kan modstå 30-60 minutter.
CPP højtemperatur madlavningsfilm bruger blokcopolypropylenråmaterialer, lavet af filmposer kan modstå 135 ℃ højtemperatursterilisering, 30 minutter.
Ydelseskravene er: Vicat blødgøringspunktstemperaturen skal være højere end tilberedningstemperaturen, slagfastheden skal være god, mediebestandigheden skal være god, og fiskeøje- og krystalpunkt skal være så lavt som muligt.
Kan modstå trykkogningssterilisering ved 121 ℃ og 0,15 MPa, bevarer næsten madens form og smag, og filmen revner ikke, skaller ikke af eller hæfter, og har god stabilitet; ofte med nylonfilm eller polyesterfilmkomposit, emballage indeholdende suppe-lignende fødevarer, samt kødboller, dumplings, ris og andre forarbejdede frosne fødevarer.
(4) Aluminiumsfolie
Aluminiumsfolie er den eneste metalfolie i fleksible emballagematerialer. Aluminiumsfolie er et metalmateriale, og dets vandblokerende, gasblokerende, lysblokerende og smagsbevarende egenskaber er svære at sammenligne med andre emballagematerialer. Aluminiumsfolie er den eneste metalfolie i fleksible emballagematerialer. Den kan modstå trykkogning og 0,15 MPa sterilisering for at sikre, at madens form, smag og filmen ikke revner, skaller af eller klæber, og har god stabilitet. Den er ofte sammensat med nylonfilm eller polyesterfilm, der er kompositmateriale til emballage til supper, kødboller, dumplings, ris og andre forarbejdede frosne fødevarer.
(5) BLÆK
Dampposer, der bruger polyurethanbaseret blæk til trykning, opfylder kravene til lavt restindhold af opløsningsmidler, høj kompositstyrke, ingen misfarvning efter tilberedning, ingen delaminering, rynker, såsom tilberedningstemperatur overstiger 121 ℃. En vis procentdel hærder bør tilsættes for at øge blækkets temperaturbestandighed.
Blækhygiejne er ekstremt vigtig, da tungmetaller som cadmium, bly, kviksølv, krom, arsen og andre tungmetaller kan udgøre en alvorlig fare for det naturlige miljø og menneskekroppen. For det andet er selve blækket materialets sammensætning, og blækket indeholder en række forskellige forbindelser, pigmenter, farvestoffer og forskellige tilsætningsstoffer, såsom skumdæmpende stoffer, antistatiske stoffer, blødgørere og andre sikkerhedsrisici. Det bør ikke tillades at tilsætte en række tungmetalpigmenter, glycolether og esterforbindelser. Opløsningsmidler kan indeholde benzen, formaldehyd, methanol, phenol, forbindelser kan indeholde fri toluendiisocyanat, pigmenter kan indeholde PCB'er, aromatiske aminer osv.
(6) Klæbemidler
Dampningsretorteposekomposit bruger to-komponent polyurethanklæbemiddel, der har tre hovedtyper af hærdningsmidler: polyesterpolyol, polyetherpolyol og polyurethanpolyol. Der er to typer hærdningsmidler: aromatisk polyisocyanat og alifatisk polyisocyanat. Det bedre højtemperaturbestandige dampningsklæbemiddel har følgende egenskaber:
● Højt tørstofindhold, lav viskositet, god smørbarhed.
● Fremragende initial vedhæftning, intet tab af afskrælningsstyrke efter dampning, ingen tunnelering i produktionen, ingen rynkning efter dampning.
●Klæbemidlet er hygiejnisk sikkert, giftfrit og lugtfrit.
● Hurtigere reaktionshastighed og kortere modningstid (inden for 48 timer for plast-plast-kompositprodukter og 72 timer for aluminium-plast-kompositprodukter).
● Lavt belægningsvolumen, høj bindingsstyrke, høj varmeforseglingsstyrke, god temperaturbestandighed.
● Lav fortyndingsviskositet, kan arbejde i fast tilstand med højt indhold og god smørbarhed.
● Bredt anvendelsesområde, egnet til en række forskellige film.
● God modstandsdygtighed over for (varme, frost, syre, alkali, salt, olie, krydret osv.).
Hygiejnen af klæbemidler begynder med produktionen af den primære aromatiske amin PAA (primær aromatisk amin), som stammer fra den kemiske reaktion mellem aromatiske isocyanater og vand i tokomponentstrykfarver og lamineringsklæbemidler. Dannelsen af PAA stammer fra aromatiske isocyanater, men ikke fra alifatiske isocyanater, akryl eller epoxybaserede klæbemidler. Tilstedeværelsen af ubehandlede, lavmolekylære stoffer og resterende opløsningsmidler kan også udgøre en sikkerhedsfare. Tilstedeværelsen af ubehandlede lavmolekylære og resterende opløsningsmidler kan også udgøre en sikkerhedsfare.
3. Hovedstrukturen af madlavningsposen
Ifølge materialets økonomiske, fysiske og kemiske egenskaber anvendes følgende strukturer almindeligvis til madlavningsposer.
TO lag: PET/CPP, BOPA/CPP, GL-PET/CPP.
TRE lag: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP, PET/PVDC/CPP, PET/EVOH/CPP, BOPA/EVOH/CPP
FIRE LAG: PET/PA/AL/CPP, PET/AL/PA/CPP
Fler-etagers struktur.
PET/EVOH-koekstruderet film /CPP, PET/PVDC-koekstruderet film /CPP, PA/PVDC-koekstruderet film /CPP PET/EVOH-koekstruderet film, PA/PVDC-koekstruderet film
4. Analyse af kogeposens strukturelle egenskaber
Den grundlæggende struktur af en madpakke består af et overfladelag/mellemlag/varmeforseglingslag. Overfladelaget er generelt lavet af PET og BOPA, som fungerer som styrkeunderstøttelse, varmebestandighed og god trykning. Mellemlaget er lavet af Al, PVDC, EVOH, BOPA, som primært fungerer som barriere, lysafskærmning, dobbeltsidet komposit osv. Varmeforseglingslaget er lavet af forskellige typer CPP, EVOH, BOPA osv. Ved valg af varmeforseglingslag er der forskellige typer CPP, co-ekstruderet PP og PVDC, EVOH co-ekstruderet film. Ved madlavning under 110 ℃ skal man også vælge LLDPE-film, primært for at sikre varmeforsegling, punkteringsmodstand, kemisk resistens, lav adsorption og god hygiejne.
4.1 PET/lim/PE
Denne struktur kan ændres til PA/lim/PE, PE kan ændres til HDPE, LLDPE, MPE, udover et lille antal specielle HDPE-film, på grund af PE's temperaturbestandighed, bruges den generelt til steriliserede poser på 100 ~ 110 ℃ eller deromkring; lim kan vælges mellem almindelig polyurethanlim og kogende lim, ikke egnet til kødemballage, barrieren er dårlig, posen vil blive krøllet efter dampning, og nogle gange klæber de indre lag af filmen til hinanden. Denne struktur er i bund og grund bare en kogt pose eller pasteuriseret pose.
4.2 PET/lim/CPP
Denne struktur er en typisk gennemsigtig kogeposestruktur, der kan pakkes til de fleste kogeprodukter. Produktet er kendetegnet ved en god synlighed, så indholdet kan ses direkte, men det er nødvendigt at undgå lysindfald ved emballering. Produktet er hårdt at røre ved og skal ofte have afrundede hjørner. Produktets struktur er generelt steriliseret ved 121 ℃, almindelig højtemperatur-kogelim og almindelig koge-CPP. Limen skal dog have en lille krympehastighed, da limen ellers trækker sig sammen og driver blækket til at bevæge sig, og der er risiko for delaminering efter dampning.
4.3 BOPA/lim/CPP
Dette er en almindelig gennemsigtig madlavningspose til 121 ℃ sterilisering, god gennemsigtighed, blød berøring, god punkteringsmodstand. Produktet kan heller ikke bruges, da det er nødvendigt at undgå let produktemballage.
På grund af BOPA's store fugtgennemtrængelighed er der let farvegennemtrængelighed ved dampning på trykte produkter. Især røde serier af blæk trænger ind i overfladen. Under produktionen af blæk er det ofte nødvendigt at tilsætte hærdningsmiddel for at forhindre det. Derudover er der let anti-klæbning på grund af lav vedhæftning i BOPA, især i miljøer med høj luftfugtighed. Halvfabrikata og færdige poser skal forsegles og pakkes under forarbejdning.
4.4 KPET/CPP, KBOPA/CPP
Denne struktur bruges ikke almindeligt, produktets gennemsigtighed er god og har høje barriereegenskaber, men kan kun bruges til sterilisering under 115 ℃, temperaturbestandigheden er lidt dårligere, og der er tvivl om dens sundhed og sikkerhed.
4.5 PET/BOPA/CPP
Produktets struktur har høj styrke, god gennemsigtighed og god punkteringsmodstand. På grund af den store forskel i PET og BOPA-krympningshastighed er produktet generelt anvendt ved produktemballage på 121 ℃ og derunder.
Pakkens indhold er mere surt eller basisk, når man vælger denne produktstruktur, snarere end at bruge en aluminiumholdig struktur.
Det ydre lag af lim kan bruges til at vælge den kogte lim, og omkostningerne kan reduceres passende.
4.6 PET/Al/CPP
Dette er den mest typiske ikke-gennemsigtige kogeposestruktur, i henhold til de forskellige trykfarver, lim, CPP, kan kogetemperatur fra 121 ~ 135 ℃ anvendes i denne struktur.
PET/en-komponent blæk/højtemperaturklæbemiddel/Al7µm/højtemperaturklæbemiddel/CPP60µm struktur kan nå 121 ℃ tilberedningskrav.
PET/To-komponent blæk/Højtemperaturklæbemiddel/Al9µm/Højtemperaturklæbemiddel/Højtemperatur CPP70µm struktur kan tilberedes ved en temperatur på over 121℃, hvilket øger barriereegenskaberne, og holdbarheden forlænges, hvilket kan være mere end et år.
4.7 BOPA/Al/CPP
Denne struktur ligner ovenstående 4,6-struktur, men på grund af BOPA's store vandabsorption og krympning er den ikke egnet til madlavning ved høj temperatur over 121 ℃, men punkteringsmodstanden er bedre, og den kan opfylde kravene til madlavning ved 121 ℃.
4.8 PET/PVDC/CPP, BOPA/PVDC/CPP
Denne produktbarrierestruktur er meget god, egnet til sterilisering ved 121 ℃ og den følgende temperatur, og ilt har høje barrierekrav til produktet.
PVDC i ovenstående struktur kan erstattes af EVOH, som også har en høj barriereegenskab, men dens barriereegenskaber falder markant, når den steriliseres ved høj temperatur, og BOPA kan ikke bruges som overfladelag, da barriereegenskaberne ellers falder kraftigt med temperaturstigningen.
4.9 PET/Al/BOPA/CPP
Dette er en højtydende konstruktion af madlavningsposer, der kan emballere stort set alle madlavningsprodukter og også kan modstå tilberedningstemperaturer på 121 til 135 grader Celsius.
Struktur I: PET12µm/højtemperaturklæbemiddel/Al7µm/højtemperaturklæbemiddel/BOPA15µm/højtemperaturklæbemiddel/CPP60µm. Denne struktur har en god barriere, god punkteringsmodstand, god lysabsorberende styrke og er en fremragende 121℃ madlavningspose.

Struktur II: PET12µm/højtemperaturklæbemiddel/Al9µm/højtemperaturklæbemiddel/BOPA15µm/højtemperaturklæbemiddel/højtemperatur CPP70µm. Udover alle struktur I's ydeevneegenskaber har denne struktur også karakteristika for højtemperaturtilberedning på 121 ℃ og derover. Struktur III: PET/lim A/Al/lim B/BOPA/lim C/CPP. Limmængden af lim A er 4g/㎡, limmængden af lim B er 3g/㎡, og limmængden af lim C er 5-6g/㎡, hvilket kan opfylde kravene og reducere limmængden af lim A og B, hvilket kan spare omkostningerne tilsvarende.
I det andet tilfælde er lim A og lim B lavet af lim af bedre kogekvalitet, og lim C er lavet af højtemperaturbestandig lim, som også kan opfylde kravet om 121 ℃ kogning og samtidig reducere omkostningerne.
Struktur IV: PET/lim/BOPA/lim/Al/lim/CPP. Denne struktur har en BOPA-omskifterposition. Produktets samlede ydeevne har ikke ændret sig væsentligt, men fordelene ved BOPA-sejhed, punkteringsmodstand, høj kompositstyrke og andre egenskaber gør, at strukturen ikke får fuld spillerum, og derfor er anvendelsen relativt lille.
4.10 PET/co-ekstruderet CPP
Co-ekstruderet CPP i denne struktur refererer generelt til 5-lags og 7-lags CPP med høje barriereegenskaber, såsom:
PP/bindingslag/EVOH/bindingslag/PP;
PP/bindingslag/PA/bindingslag/PP;
PP/bundet lag/PA/EVOH/PA/bundet lag/PP osv.
Derfor øger anvendelsen af co-ekstruderet CPP produktets sejhed, reducerer brud på emballager under vakuumering, højt tryk og trykudsving og forlænger retentionsperioden på grund af de forbedrede barriereegenskaber.
Kort sagt, strukturen af højtemperatur-kogeposevarianten, ovenstående er kun en foreløbig analyse af nogle fælles strukturer, med udviklingen af nye materialer, nye teknologier, vil der være flere nyere strukturer, så kogeemballagen har et større udvalg.
Opslagstidspunkt: 13. juli 2024


