
Torebki retortowe powstały w wyniku badań i rozwoju miękkich puszek w połowie XX wieku. Termin „miękkie puszki” odnosi się do opakowań wykonanych w całości z miękkich materiałów lub półsztywnych pojemników, w których przynajmniej część ścianki lub pokrywy pojemnika jest wykonana z miękkich materiałów opakowaniowych, takich jak torebki retortowe, pudełka retortowe, wiązane kiełbaski itp. Obecnie najczęściej stosuje się prefabrykowane torebki retortowe do wysokich temperatur. W porównaniu z tradycyjnymi puszkami metalowymi, szklanymi i innymi twardymi, torebki retortowe charakteryzują się następującymi cechami:
●Grubość materiału opakowaniowego jest niewielka, a przenoszenie ciepła szybkie, co skraca czas sterylizacji. Dzięki temu kolor, aromat i smak zawartości ulegają niewielkim zmianom, a utrata składników odżywczych jest niewielka.
●Materiał opakowaniowy jest lekki i ma niewielkie rozmiary, co pozwala zaoszczędzić materiały opakowaniowe, a koszty transportu są niskie i wygodne.

●Możliwość drukowania wyszukanych wzorów.
●Ma długi okres przydatności do spożycia (6-12 miesięcy) w temperaturze pokojowej i jest łatwy do zamknięcia i otwarcia.
●Nie wymaga chłodzenia, co pozwala zaoszczędzić na kosztach chłodzenia
● Nadaje się do pakowania wielu rodzajów żywności, takich jak mięso i drób, produkty wodne, owoce i warzywa, różnego rodzaju produkty zbożowe oraz zupy.
●Można go podgrzać razem z opakowaniem, aby zapobiec utracie smaku. Nadaje się szczególnie do pracy w terenie, w podróży i jako żywność wojskowa.
Kompletna produkcja worków do gotowania, w tym rodzaj zawartości, zapewnienie jakości, kompleksowe zrozumienie konstrukcji produktu, podłoża i tuszu, dobór kleju, proces produkcji, testowanie produktu, kontrola procesu pakowania i sterylizacji itp. Ponieważ konstrukcja worka do gotowania jest podstawą, jest to szeroka analiza, nie tylko w celu analizy konfiguracji podłoża produktu, ale także dalszej analizy wydajności różnych produktów konstrukcyjnych, zastosowania, bezpieczeństwa i higieny, ekonomii itp.
1. Psucie się żywności i sterylizacja
Ludzie żyją w środowisku mikrobiologicznym, cała biosfera Ziemi istnieje w niezliczonej liczbie mikroorganizmów, żywność w środowisku mikrobiologicznym rozmnaża się powyżej pewnego limitu, żywność ulegnie zepsuciu i straci na wartości odżywczej.
Przyczyną psucia się żywności są powszechnie występujące bakterie, takie jak Pseudomonas i Vibrio, odporne na wysoką temperaturę. Enterobacteriaceae giną w temperaturze 60°C po 30 minutach. Niektóre gatunki bakterii kwasu mlekowego (Lactobacillus) wytrzymują 30-minutowe podgrzewanie w temperaturze 65°C. Bacillus zazwyczaj wytrzymuje kilkuminutowe podgrzewanie w temperaturze 95-100°C, a niektóre wytrzymują 20-minutowe podgrzewanie w temperaturze 120°C. Oprócz bakterii w żywności znajduje się również wiele grzybów, w tym Trichoderma, drożdże i inne. Światło, tlen, temperatura, wilgoć, pH itp. mogą powodować psucie się żywności, ale głównym czynnikiem są mikroorganizmy. Dlatego gotowanie w wysokiej temperaturze w celu zabicia mikroorganizmów jest ważną metodą konserwacji żywności na długi czas.
Sterylizację produktów spożywczych można podzielić na pasteryzację w temperaturze 72°C, sterylizację wrzącą w temperaturze 100°C, sterylizację w wysokiej temperaturze gotowania w temperaturze 121°C, sterylizację w wysokiej temperaturze gotowania w temperaturze 135°C oraz sterylizację natychmiastową w ultrawysokiej temperaturze 145°C. Niektórzy producenci stosują niestandardowe temperatury sterylizacji, sięgające około 110°C. W zależności od rodzaju produktu, najtrudniejsze warunki sterylizacji Clostridium botulinum przedstawiono w tabeli 1.
Tabela 1 Czas obumierania zarodników Clostridium botulinum w zależności od temperatury
| temperatura℃ | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 |
| Czas zgonu (minuty) | 330 | 100 | 32 | 10 | 4 | Lata 80. | 30s | 10s |
2. Charakterystyka surowca do produkcji worków parowych
Torebki do gotowania w wysokiej temperaturze, charakteryzujące się następującymi właściwościami:
Długotrwałe opakowanie, stabilne przechowywanie, zapobieganie rozwojowi bakterii, odporność na sterylizację w wysokiej temperaturze itp.
Jest to bardzo dobry materiał kompozytowy, nadający się do pakowania żywności instant.
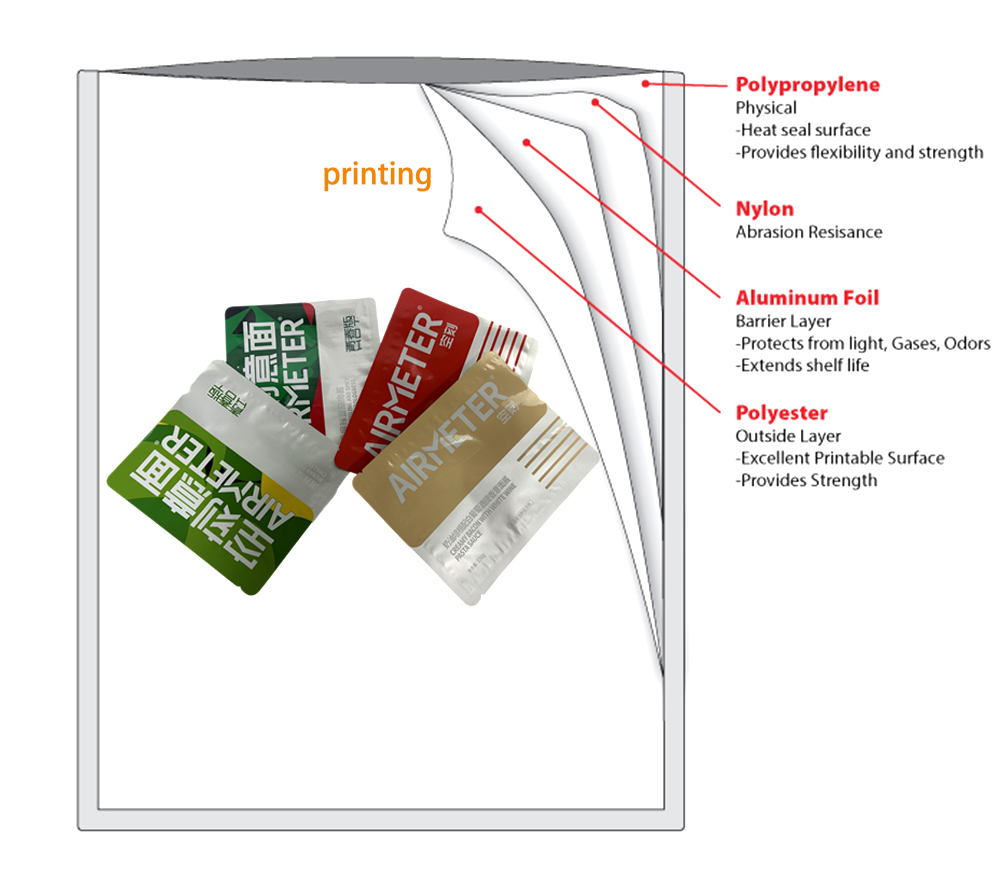
Typowy test struktury PET/klej/folia aluminiowa/klej samoprzylepny/nylon/RCPP
Worek do retortowania w wysokiej temperaturze o strukturze trójwarstwowej PET/AL/RCPP
INSTRUKCJA MATERIAŁU
(1) Folia PET
Folia BOPET ma jedną znajwyższa wytrzymałość na rozciąganiewszystkich folii z tworzyw sztucznych i może sprostać potrzebom bardzo cienkich produktów o dużej sztywności i twardości.
Doskonała odporność na zimno i ciepło.Zakres temperatur stosowania folii BOPET wynosi 70℃–150℃, co pozwala na zachowanie doskonałych właściwości fizycznych w szerokim zakresie temperatur i sprawia, że nadaje się ona do opakowań większości produktów.
Doskonała skuteczność barierowa.Posiada doskonałą, kompleksową barierę przed wodą i powietrzem, w przeciwieństwie do nylonu, który jest bardzo podatny na wilgoć. Jego wodoodporność jest podobna do PE, a współczynnik przepuszczalności powietrza jest wyjątkowo niski. Posiada bardzo wysoką barierowość dla powietrza i zapachów i jest jednym z materiałów zatrzymujących zapachy.
Odporność chemiczna, odporność na oleje i smary, większość rozpuszczalników oraz rozcieńczone kwasy i zasady.
(2) FOLIA BOPA
Folie BOPA charakteryzują się doskonałą wytrzymałością.Wytrzymałość na rozciąganie, rozdarcie, udarność i pękanie należą do najlepszych wśród materiałów z tworzyw sztucznych.
Główną zaletą folii BOPA jest jej wyjątkowa elastyczność i odporność na przebicia, dzięki czemu zawartość nie przebija się. Dobra elastyczność sprawia, że opakowanie jest przyjemne w dotyku.
Dobre właściwości barierowe, dobre zatrzymywanie zapachu, odporność na działanie substancji chemicznych innych niż silne kwasy, a w szczególności doskonała odporność na oleje.
Dzięki szerokiemu zakresowi temperatur roboczych i temperaturze topnienia 225°C, BOPA może być używana przez długi czas w temperaturach od -60°C do 130°C. Właściwości mechaniczne BOPA są zachowane zarówno w niskich, jak i wysokich temperaturach.
Na wydajność folii BOPA w dużym stopniu wpływa wilgotność, a także jej stabilność wymiarowa i właściwości barierowe. Po wystawieniu folii BOPA na działanie wilgoci, oprócz marszczenia, ulega ona zazwyczaj wydłużeniu w poziomie. Skrócenie wzdłużne, współczynnik wydłużenia do 1%.
(3) Folia CPP to folia polipropylenowa, odporna na wysoką temperaturę, o dobrych właściwościach zgrzewania;
Folia CPP to odlewana folia polipropylenowa, uniwersalna folia do gotowania CPP wykorzystująca binarne losowe surowce kopolipropylenowe, woreczek foliowy wykonany ze stali nierdzewnej, sterylizowany w wysokiej temperaturze 121-125 ℃, wytrzymuje 30-60 minut.
Folia CPP do gotowania w wysokiej temperaturze, wykonana z surowców blokowego kopolipropylenu, wykonana z worków foliowych, wytrzymuje sterylizację w wysokiej temperaturze 135 ℃ przez 30 minut.
Wymagania dotyczące wydajności są następujące: temperatura mięknienia według Vicata powinna być wyższa niż temperatura gotowania, odporność na uderzenia powinna być dobra, dobra odporność na media, temperatura „rybiego oka” i „krystalicznej” powinna być możliwie najniższa.
Wytrzymuje sterylizację w procesie gotowania pod ciśnieniem 121 ℃ i 0,15 MPa, praktycznie zachowuje kształt jedzenia i jego smak, a folia nie pęka, nie łuszczy się ani nie przywiera, ma dobrą stabilność; często z folią nylonową lub kompozytową folią poliestrową, w opakowaniach zawierających żywność typu zupa, a także klopsiki, pierożki, ryż i inne przetworzone mrożonki.
(4) Folia aluminiowa
Folia aluminiowa to jedyna folia metalowa w elastycznych materiałach opakowaniowych. Jest materiałem metalowym, a jej właściwości blokowania wody, gazów, światła i aromatu sprawiają, że trudno ją porównać z jakimkolwiek innym materiałem opakowaniowym. Folia aluminiowa to jedyna folia metalowa w elastycznych materiałach opakowaniowych. Wytrzymuje sterylizację w temperaturze 121°C i ciśnieniu 0,15 MPa, co gwarantuje zachowanie kształtu i smaku żywności. Folia nie pęka, nie odkleja się ani nie przykleja. Charakteryzuje się dobrą stabilnością; często stosowana jest w połączeniu z folią nylonową lub poliestrową w opakowaniach zup, klopsików, pierogów, ryżu i innych przetworzonych mrożonek.
(5) TUSZ
Worki do gotowania na parze, do drukowania wykorzystuje się tusz na bazie poliuretanu. Wymagania dotyczące niskiej zawartości rozpuszczalników resztkowych, wysokiej wytrzymałości kompozytu, braku odbarwień po gotowaniu, braku rozwarstwienia, zmarszczek, np. przy temperaturze gotowania przekraczającej 121 ℃. Należy dodać pewną ilość utwardzacza w celu zwiększenia odporności tuszu na temperaturę.
Higiena tuszu jest niezwykle ważna, ponieważ metale ciężkie, takie jak kadm, ołów, rtęć, chrom, arsen i inne metale ciężkie, mogą stanowić poważne zagrożenie dla środowiska naturalnego i organizmu człowieka. Po drugie, sam tusz jest składnikiem materiału, z którego jest wykonany, a także zawiera różnorodne łączniki, pigmenty, barwniki, dodatki, takie jak środki przeciwpieniące, antystatyczne, plastyfikatory i inne czynniki ryzyka. Nie należy dopuszczać dodawania pigmentów zawierających metale ciężkie, eterów glikolowych i estrów. Rozpuszczalniki mogą zawierać benzen, formaldehyd, metanol, fenol, łączniki mogą zawierać wolny diizocyjanian toluenu, a pigmenty mogą zawierać PCB, aminy aromatyczne i tak dalej.
(6) Kleje
Kompozyt do worków parowych do retortowania, wykorzystujący dwuskładnikowy klej poliuretanowy, którego głównym składnikiem są trzy rodzaje: poliol poliestrowy, poliol polieterowy i poliol poliuretanowy. Istnieją dwa rodzaje utwardzaczy: poliizocyjanian aromatyczny i poliizocyjanian alifatyczny. Lepsza odporność na wysokie temperatury kleju parowego to:
●Wysoka zawartość części stałych, niska lepkość, dobra rozsmarowywalność.
●Doskonała początkowa przyczepność, brak utraty wytrzymałości na odrywanie po gotowaniu na parze, brak tunelowania w produkcji, brak marszczenia się po gotowaniu na parze.
●Klej jest higienicznie bezpieczny, nietoksyczny i bezwonny.
●Szybsza reakcja i krótszy czas dojrzewania (w ciągu 48 godzin w przypadku produktów kompozytowych plastik-plastik i 72 godzin w przypadku produktów kompozytowych aluminium-plastik).
●Niska objętość powłoki, wysoka wytrzymałość wiązania, wysoka wytrzymałość na zgrzewanie, dobra odporność na temperaturę.
●Niska lepkość po rozcieńczeniu, możliwość pracy w stanie stałym i dobra rozprowadzalność.
●Szeroki zakres zastosowań, nadaje się do różnych folii.
●Dobra odporność na działanie czynników zewnętrznych (ciepło, mróz, kwasy, zasady, sól, oleje, przyprawy itp.).
Higiena klejów rozpoczyna się od produkcji pierwszorzędowej aminy aromatycznej PAA (pierwszorzędowej aminy aromatycznej), która powstaje w wyniku reakcji chemicznej między izocyjanianami aromatycznymi i wodą w dwuskładnikowych farbach drukarskich i klejach do laminowania. PAA powstaje z izocyjanianów aromatycznych, a nie z izocyjanianów alifatycznych, akryli ani klejów na bazie epoksydów. Obecność niedokończonych, niskocząsteczkowych substancji i resztkowych rozpuszczalników może również stanowić zagrożenie dla bezpieczeństwa. Obecność niedokończonych, niskocząsteczkowych substancji i resztkowych rozpuszczalników może również stanowić zagrożenie dla bezpieczeństwa.
3. Główna struktura worka do gotowania
Ze względu na właściwości ekonomiczne, fizyczne i chemiczne materiału, do produkcji worków do gotowania najczęściej stosuje się następujące struktury.
DWIE warstwy: PET/CPP, BOPA/CPP, GL-PET/CPP.
TRZY WARSTWY: PET/AL/CPP, BOPA/AL/CPP, PET/BOPA/CPP,
GL-PET/BOPA/CPP, PET/PVDC/CPP, PET/EVOH/CPP, BOPA/EVOH/CPP
CZTERY WARSTWY: PET/PA/AL/CPP, PET/AL/PA/CPP
Konstrukcja wielopiętrowa.
Folia współwytłaczana PET/EVOH /CPP, folia współwytłaczana PET/PVDC /CPP, folia współwytłaczana PA/PVDC /CPP Folia współwytłaczana PET/EVOH, folia współwytłaczana PA/PVDC
4. Analiza cech strukturalnych worka do gotowania
Podstawowa struktura worka do gotowania składa się z warstwy wierzchniej/pośredniej/warstwy zgrzewanej. Warstwa wierzchnia jest zazwyczaj wykonana z PET i BOPA, które pełnią rolę wzmocnienia, odporności na ciepło i dobrego nadruku. Warstwa pośrednia jest wykonana z Al, PVDC, EVOH, BOPA i pełni głównie rolę bariery, osłony przed światłem, dwustronnego kompozytu itp. Warstwa zgrzewana jest wykonana z różnych rodzajów CPP, EVOH, BOPA itp. Wybór warstwy zgrzewanej obejmuje różne rodzaje CPP, współwytłaczanej folii PP i PVDC, współwytłaczanej folii EVOH, 110 ℃ poniżej temperatury gotowania, należy również wybrać folię LLDPE, głównie ze względu na jej rolę zgrzewania, odporność na przebicie, odporność chemiczną, a także niską adsorpcję materiału, dobrą higienę.
4.1 PET/klej/PE
Tę strukturę można zastąpić PA/klejem/PE, PE można zastąpić HDPE, LLDPE, MPE, a także niewielką liczbą specjalnych folii HDPE. Ze względu na odporność termiczną PE jest on zazwyczaj stosowany do sterylizowanych torebek w temperaturze około 100–110°C. Klej można wybrać spośród zwykłego kleju poliuretanowego i kleju gotowanego, który nie nadaje się do pakowania mięsa. Bariera jest słaba, torebka marszczy się po gotowaniu na parze, a czasami wewnętrzne warstwy folii sklejają się ze sobą. Zasadniczo ta struktura to po prostu torebka gotowana lub pasteryzowana.
4.2 PET/klej/CPP
Ta struktura jest typową przezroczystą torbą do gotowania, w którą można pakować większość produktów kuchennych. Cechą charakterystyczną jest widoczność produktu – można bezpośrednio zobaczyć zawartość, ale nie jest możliwe jej zapakowanie, ponieważ należy unikać światła. Produkt jest twardy w dotyku, często konieczne jest dziurkowanie zaokrąglonych rogów. Ta struktura produktu jest zazwyczaj sterylizowana w temperaturze 121°C, można stosować zwykły klej do gotowania w wysokiej temperaturze, zwykły klej do gotowania CPP. Należy jednak wybrać klej o niskim współczynniku skurczu, aby uniknąć skurczu warstwy kleju i przesunięcia się tuszu, co może prowadzić do rozwarstwienia po gotowaniu na parze.
4.3 BOPA/klej/CPP
To popularne, przezroczyste torebki do gotowania, przeznaczone do sterylizacji w temperaturze 121°C. Charakteryzują się dobrą przezroczystością, są miękkie w dotyku i odporne na przebicie. Produkt nie nadaje się również do stosowania w przypadku konieczności unikania opakowań zawierających lekkie produkty.
Ze względu na wysoką przepuszczalność wilgoci przez folię BOPA, produkty drukowane w procesie parowania łatwo ulegają zjawisku przenikania kolorów, zwłaszcza w przypadku czerwonego atramentu, co utrudnia jego wnikanie w powierzchnię. Podczas produkcji atramentu często konieczne jest dodanie utwardzacza, aby zapobiec jego przywieraniu. Ponadto, ze względu na niską przyczepność atramentu w folii BOPA, łatwo jest uzyskać efekt antyadhezyjny, szczególnie w środowisku o wysokiej wilgotności. Półprodukty i gotowe opakowania w procesie produkcyjnym muszą być szczelnie zamknięte i zapakowane.
4.4 KPET/CPP、KBOPA/CPP
Taka struktura nie jest powszechnie stosowana, produkt charakteryzuje się dobrą przejrzystością i wysokimi właściwościami barierowymi, jednak można go stosować wyłącznie do sterylizacji w temperaturze poniżej 115 ℃, odporność na temperaturę jest nieco gorsza, a jego bezpieczeństwo i higiena pracy budzą wątpliwości.
4.5 PET/BOPA/CPP
Ta struktura produktu charakteryzuje się dużą wytrzymałością, dobrą przezroczystością, dobrą odpornością na przebicie, a ze względu na zastosowanie PET i BOPA różnica w szybkości kurczliwości jest duża, ogólnie stosowana w opakowaniach produktu w temperaturze 121 ℃ i niższej.
Zawartość opakowania jest bardziej kwaśna lub zasadowa, gdy wybrano taką strukturę produktu, a nie strukturę zawierającą aluminium.
Zewnętrzną warstwę kleju można wykorzystać do wybrania gotowanego kleju, co pozwala na odpowiednie obniżenie kosztów.
4.6 PET/Al/CPP
Jest to najbardziej typowa struktura nieprzezroczystej torby do gotowania. W zależności od rodzaju można stosować różne atramenty, kleje, CPP i temperaturę gotowania od 121 do 135°C.
Struktura PET/jednoskładnikowy tusz/klej wysokotemperaturowy/Al7µm/klej wysokotemperaturowy/CPP60µm umożliwia gotowanie w temperaturze do 121℃.
Struktura PET/dwuskładnikowy tusz/klej wysokotemperaturowy/Al9µm/klej wysokotemperaturowy/CPP70µm o wysokiej temperaturze może wytrzymywać temperaturę gotowania wyższą niż 121℃, co zwiększa właściwości barierowe i wydłuża okres przydatności do użycia, który może wynosić ponad rok.
4.7 BOPA/Al/CPP
Ta struktura jest podobna do powyższej struktury 4.6, ale ze względu na dużą absorpcję wody i kurczenie się BOPA, nie nadaje się do gotowania w wysokiej temperaturze powyżej 121 ℃, lecz ma lepszą odporność na przebicie i może spełnić wymagania gotowania w temperaturze 121 ℃.
4.8 PET/PVDC/CPP、BOPA/PVDC/CPP
Taka struktura bariery produktu jest bardzo dobra, nadaje się do sterylizacji w temperaturze 121 ℃ i w następnej temperaturze, a tlen ma wysokie wymagania barierowe dla produktu.
W powyższej strukturze PVDC można zastąpić tworzywem EVOH, które również ma wysokie właściwości barierowe, jednak ich właściwości barierowe wyraźnie maleją, gdy jest sterylizowane w wysokiej temperaturze. BOPA nie może być stosowana jako warstwa powierzchniowa, w przeciwnym razie właściwości barierowe gwałtownie maleją wraz ze wzrostem temperatury.
4.9 PET/Al/BOPA/CPP
To konstrukcja o wysokiej wydajności, w której można zapakować praktycznie każdy produkt do gotowania. Wytrzymuje ona temperaturę gotowania od 121 do 135 stopni Celsjusza.
Struktura I: PET12µm/klej wysokotemperaturowy/Al7µm/klej wysokotemperaturowy/BOPA15µm/klej wysokotemperaturowy/CPP60µm, ta struktura ma dobrą barierę, dobrą odporność na przebicie, dobrą wytrzymałość na pochłanianie światła i jest doskonałym rodzajem worka do gotowania w temperaturze 121℃.

Struktura II: PET12µm/klej wysokotemperaturowy/Al9µm/klej wysokotemperaturowy/BOPA15µm/klej wysokotemperaturowy/CPP wysokotemperaturowy70µm, ta struktura, oprócz wszystkich cech wydajnościowych struktury I, ma cechy gotowania w temperaturze 121 ℃ i powyżej wysokiej temperatury. Struktura III: PET/klej A/Al/klej B/BOPA/klej C/CPP, ilość kleju kleju A wynosi 4g/㎡, ilość kleju kleju B wynosi 3g/㎡, a ilość kleju kleju C wynosi 5-6g/㎡, co może spełnić wymagania i zmniejszyć ilość kleju kleju A i kleju B, co może odpowiednio zaoszczędzić koszty.
W drugim przypadku klej A i klej B wykonane są z kleju o lepszej temperaturze wrzenia, a klej C to klej odporny na wysokie temperatury, który również może spełnić wymaganie temperatury wrzenia 121℃, a jednocześnie obniżyć koszty.
Struktura IV: PET/klej/BOPA/klej/Al/klej/CPP, ta struktura jest zmienioną pozycją BOPA, ogólna wydajność produktu nie zmieniła się znacząco, ale wytrzymałość BOPA, odporność na przebicie, wysoka wytrzymałość kompozytu i inne korzystne cechy nie dały tej strukturze pełnego pola do popisu, dlatego też zastosowano ją stosunkowo niewielu.
4.10 PET/ Współwytłaczany CPP
Współwytłaczany CPP o tej strukturze odnosi się na ogół do 5-warstwowego i 7-warstwowego CPP o wysokich właściwościach barierowych, takich jak:
PP/warstwa wiążąca/EVOH/warstwa wiążąca/PP;
PP/warstwa wiążąca/PA/warstwa wiążąca/PP;
PP/warstwa klejona/PA/EVOH/PA/warstwa klejona/PP, itp.;
Dlatego zastosowanie współwytłaczanego CPP zwiększa wytrzymałość produktu, zmniejsza pękanie opakowań podczas pakowania próżniowego, pod wysokim ciśnieniem i przy wahaniach ciśnienia oraz wydłuża okres retencji dzięki ulepszonym właściwościom barierowym.
Krótko mówiąc, struktura worków do gotowania w wysokiej temperaturze jest jedynie wstępną analizą niektórych powszechnie spotykanych struktur. Wraz z rozwojem nowych materiałów i technologii będzie pojawiać się coraz więcej nowszych struktur, dzięki czemu wybór opakowań do gotowania będzie większy.
Czas publikacji: 13 lipca 2024 r.


